உலோகங்களின் இரசாயன சிகிச்சையின் முறைகள் பற்றிய கண்ணோட்டம். உலோகத்தின் வேதியியல் செயலாக்கம்
வேதியியல் முறைகள் செயலாக்க பொருட்களின் முறைகள், இதில் செயலாக்க மண்டலத்தில் வேதியியல் எதிர்வினைகள் காரணமாக ஒரு அடுக்கை அகற்றுவது நிகழ்கிறது. வேதியியல் செயலாக்க முறைகளின் நன்மைகள்: அ) அதிக உற்பத்தித்திறன், ஒப்பீட்டளவில் அதிக எதிர்வினை விகிதங்களால் வழங்கப்படுகிறது, முதன்மையாக சிகிச்சையளிக்கப்பட்ட மேற்பரப்பு பரப்பளவு மற்றும் அதன் வடிவத்தின் மீது உற்பத்தித்திறனைச் சார்ந்து இல்லாதது; b) குறிப்பாக கடினமான அல்லது பிசுபிசுப்பான பொருட்களை செயலாக்குவதற்கான சாத்தியம்; c) செயலாக்கத்தின் போது மிகச் சிறிய இயந்திர மற்றும் வெப்ப விளைவுகள், இது குறைந்த விறைப்புத்தன்மையின் பகுதிகளை போதுமான உயர் துல்லியம் மற்றும் மேற்பரப்பு தரத்துடன் செயலாக்குவதை சாத்தியமாக்குகிறது.
பரிமாண ஆழமான பொறித்தல் (வேதியியல் அரைத்தல்) மிகவும் பொதுவான இரசாயன சிகிச்சை முறை. மெல்லிய சுவர் கொண்ட பகுதிகளின் அடிப்படையில் சிக்கலான வடிவங்களின் மேற்பரப்புகளை செயலாக்குவதற்கும், நீளமுள்ள தடிமன் மாற்றத்துடன் குழாய் பாகங்கள் அல்லது தாள்களை உருவாக்குவதற்கும், கணிசமான எண்ணிக்கையிலான சிறிய பாகங்கள் அல்லது வட்ட பில்லெட்டுகளை பெரிய அளவில் செயலாக்குவதற்கும் இந்த முறையைப் பயன்படுத்துவது நல்லது; இயந்திர இடங்களின் எண்ணிக்கை (குழாய்களின் உருளை மேற்பரப்புகளின் துளைத்தல்). இறக்கப்படாத அல்லது லேசாக ஏற்றப்பட்ட அதிகப்படியான பொருட்களிலிருந்து இந்த முறையால் உள்ளூர் அகற்றுவதன் மூலம், விமானம் மற்றும் ஏவுகணைகளின் மொத்த எடையையும் அவற்றின் வலிமையையும் விறைப்பையும் குறைக்காமல் குறைக்க முடியும். யுனைடெட் ஸ்டேட்ஸில், ரசாயன அரைக்கும் பயன்பாடு ஒரு சூப்பர்சோனிக் குண்டுவெடிப்பாளரின் இறக்கையின் எடையை 270 கிலோ குறைத்துள்ளது. இந்த முறை புதிய கட்டமைப்பு கூறுகளை உருவாக்க உங்களை அனுமதிக்கிறது, எடுத்துக்காட்டாக மாறி தடிமன் 1 தாள்கள். மின்னணு சாதனங்களின் அச்சிடப்பட்ட சுற்றுகள் தயாரிப்பிலும் ரசாயன அரைத்தல் பயன்படுத்தப்படுகிறது. இந்த வழக்கில், ஒன்று அல்லது இரண்டு பக்கங்களில் செப்புப் படலத்தால் பூசப்பட்ட மின்கடத்தா பொருள்களால் ஆன குழு, குறிப்பிட்ட சுற்று பிரிவுகளை அகற்ற பொறிக்கப்பட்டுள்ளது.
வேதியியல் அரைக்கும் தொழில்நுட்ப செயல்முறை பின்வரும் செயல்பாடுகளைக் கொண்டுள்ளது.
1. பகுதியின் மேற்பரப்பில் பாதுகாப்பு பூச்சுகளின் இறுக்கமான மற்றும் நம்பகமான ஒட்டுதலை உறுதி செய்வதற்காக வேதியியல் அரைக்கும் பகுதிகளை தயாரித்தல். அலுமினிய உலோகக் கலவைகளுக்கு, இந்த தயாரிப்பு மேற்கொள்ளப்படுகிறது: பி 70 பெட்ரோலில் டிக்ரேசிங்; 60-70 ° C வெப்பநிலையில் காஸ்டிக் சோடா 45-55 கிராம் / எல் மற்றும் சோடியம் ஃவுளூரைடு 45-55 கிராம் / எல் ஆகியவற்றைக் கொண்ட ஒரு குளியல் 10-15 நிமிடங்களுக்கு 10-15 நிமிடங்களுக்கு ஒளி பொறித்தல்; சூடான மற்றும் குளிர்ந்த நீரில் கழுவுதல் மற்றும் நைட்ரிக் அமிலத்தில் தெளிவுபடுத்துதல், தொடர்ந்து கழுவுதல் மற்றும் உலர்த்துதல். துருப்பிடிக்காத மற்றும் டைட்டானியம் உலோகக் கலவைகளுக்கு, ஹைட்ரோஃப்ளூரிக் (50-60 கிராம் / எல்) மற்றும் நைட்ரிக் (150-160 கிராம் / எல்) அமிலங்களைக் கொண்ட ஒரு குளியல் அல்லது காஸ்டிக் சோடாவில் 450-460 to C வரை மின்சார வெப்பத்துடன் கூடிய குளியல் அளவை நீக்க ஊறுகாய் மூலம் பாகங்கள் தயாரிக்கப்படுகின்றன. மற்றும் சோடியம் நைட்ரேட் (20%), அதைத் தொடர்ந்து கழுவுதல் மற்றும் உலர்த்துதல், டிக்ரீசிங் மற்றும் மீண்டும் மீண்டும் கழுவுதல் மற்றும் உலர்த்துதல் ஆகியவற்றைக் கொண்டு சிறிது பொறித்தல்.
2. பொறிப்பிற்கு உட்பட்ட பணியிடத்தின் இடங்களுக்கு பாதுகாப்பு பூச்சுகளின் பயன்பாடு. இது சிறப்பு மேலடுக்குகள், ஒட்டக்கூடிய வகையின் வேதியியல் எதிர்ப்பு வடிவங்கள் அல்லது பெரும்பாலும், வண்ணப்பூச்சு மற்றும் வார்னிஷ் பூச்சுகளைப் பயன்படுத்துவதன் மூலம் தயாரிக்கப்படுகிறது, அவை பொதுவாக பெர்க்ளோரோவினில் வார்னிஷ் மற்றும் பற்சிப்பிகள், பாலிமைடு வார்னிஷ் மற்றும் ஓபிரீன் அல்லாத ரப்பர்களை அடிப்படையாகக் கொண்ட பொருட்கள். எனவே, அலுமினிய உலோகக்கலவைகளுக்கு, பற்சிப்பி ПХВ510В, கரைப்பான் RS1 TU МХП184852 மற்றும் பற்சிப்பி ХВ16 ТУ -51257, கரைப்பான் R5 19 1919150, டைட்டானியம் உலோகக் கலவைகளுக்கு - பசை AK20, நீர்த்த RVD பரிந்துரைக்கப்படுகிறது. இந்த பூச்சுகளை உலோகத்துடன் சிறப்பாக ஒட்டுவதற்கு, மேற்பரப்பு அனோடைசேஷன் சில நேரங்களில் பூர்வாங்கமாக செய்யப்படுகிறது. வண்ணப்பூச்சு பூச்சுகளின் பயன்பாடு தூரிகைகள் அல்லது தெளிப்பு துப்பாக்கிகளால் பொறிக்கப்பட்ட இடங்களின் பூர்வாங்க பாதுகாப்போடு வடிவங்களுடன் அல்லது குளியல் மூலம் மூழ்குவதன் மூலம் மேற்கொள்ளப்படுகிறது; பிந்தைய வழக்கில், உலர்ந்த பாதுகாப்பு படத்தில் விளிம்பு குறிக்கப்படுகிறது, பின்னர் அது வெட்டப்பட்டு அகற்றப்படும்.
3. வெப்பநிலை ஆட்சிக்கு இணங்க குளியல் தொட்டிகளில் வேதியியல் கலைப்பு மேற்கொள்ளப்படுகிறது. அலுமினியம் மற்றும் மெக்னீசியம் உலோகக் கலவைகளின் வேதியியல் அரைத்தல் காஸ்டிக் காரங்களின் தீர்வுகளில் மேற்கொள்ளப்படுகிறது; இரும்புகள், டைட்டானியம், சிறப்பு வெப்ப-எதிர்ப்பு மற்றும் எஃகு கலவைகள் - வலுவான கனிம அமிலங்களின் தீர்வுகளில்.
4. அலுமினிய உலோகக்கலவைகளால் ஆன பாகங்களை ஒரு பற்சிப்பி பாதுகாப்பு பூச்சுடன் பொறித்தபின் சுத்தம் செய்வது 50 + 70 ° C வெப்பநிலையில் ஓடும் நீரில் கழுவுவதன் மூலம் மேற்கொள்ளப்படுகிறது, மேலும் வெப்பமான ஓடும் நீரில் பாதுகாப்பு பூச்சு ஊறவைக்கிறது
70-90 ° C மற்றும் பெட்ரோல் (2: 1) உடன் எத்தில் அசிடேட் கரைசலில் கைகளால் அல்லது மென்மையான தூரிகைகள் மூலம் பாதுகாப்பு பூச்சு நீக்குதல். பின்னர் மின்னல் அல்லது ஒளி பொறித்தல் மற்றும் உலர்த்துதல் மேற்கொள்ளப்படுகிறது.
 வேதியியல் அரைப்பிற்குப் பிறகு மேற்பரப்பு தரம் பணிப்பகுதியின் ஆரம்ப மேற்பரப்பு கடினத்தன்மை மற்றும் பொறித்தல் நிலைமைகளால் தீர்மானிக்கப்படுகிறது; வழக்கமாக இது அசல் மேற்பரப்பின் தூய்மையை விட 1-2 வகுப்புகள் குறைவாக இருக்கும். பொறித்த பிறகு, அனைத்து குறைபாடுகளும் முன்பு பணியிடத்தில் உள்ளன. (அபாயங்கள், கீறல்கள், புடைப்புகள்) அவற்றின் ஆழத்தைத் தக்கவைத்துக்கொள்கின்றன, ஆனால் அகலப்படுத்துகின்றன, அதிக மென்மையைப் பெறுகின்றன; பொறிக்கும் ஆழம் எவ்வளவு அதிகமாக இருக்கிறதோ, அவ்வளவு அதிகமாக இந்த மாற்றங்கள் உச்சரிக்கப்படுகின்றன. வெற்றிடங்களைத் தயாரிப்பதற்கான முறை மற்றும் அவற்றின் வெப்ப சிகிச்சையால் மேற்பரப்பு தரம் பாதிக்கப்படுகிறது; லேமினேட் பொருள் முத்திரையிடப்பட்ட அல்லது அழுத்தியதை விட சிறந்த மேற்பரப்பை அளிக்கிறது. கூர்மையாக வெளிப்படுத்தப்பட்ட முறைகேடுகளுடன் கூடிய பெரிய மேற்பரப்பு கடினத்தன்மை வார்ப்பு பில்லெட்டுகளில் பெறப்படுகிறது.
வேதியியல் அரைப்பிற்குப் பிறகு மேற்பரப்பு தரம் பணிப்பகுதியின் ஆரம்ப மேற்பரப்பு கடினத்தன்மை மற்றும் பொறித்தல் நிலைமைகளால் தீர்மானிக்கப்படுகிறது; வழக்கமாக இது அசல் மேற்பரப்பின் தூய்மையை விட 1-2 வகுப்புகள் குறைவாக இருக்கும். பொறித்த பிறகு, அனைத்து குறைபாடுகளும் முன்பு பணியிடத்தில் உள்ளன. (அபாயங்கள், கீறல்கள், புடைப்புகள்) அவற்றின் ஆழத்தைத் தக்கவைத்துக்கொள்கின்றன, ஆனால் அகலப்படுத்துகின்றன, அதிக மென்மையைப் பெறுகின்றன; பொறிக்கும் ஆழம் எவ்வளவு அதிகமாக இருக்கிறதோ, அவ்வளவு அதிகமாக இந்த மாற்றங்கள் உச்சரிக்கப்படுகின்றன. வெற்றிடங்களைத் தயாரிப்பதற்கான முறை மற்றும் அவற்றின் வெப்ப சிகிச்சையால் மேற்பரப்பு தரம் பாதிக்கப்படுகிறது; லேமினேட் பொருள் முத்திரையிடப்பட்ட அல்லது அழுத்தியதை விட சிறந்த மேற்பரப்பை அளிக்கிறது. கூர்மையாக வெளிப்படுத்தப்பட்ட முறைகேடுகளுடன் கூடிய பெரிய மேற்பரப்பு கடினத்தன்மை வார்ப்பு பில்லெட்டுகளில் பெறப்படுகிறது.
மேற்பரப்பு கடினத்தன்மை பொருள், தானிய அளவு மற்றும் அவற்றின் நோக்குநிலை ஆகியவற்றால் பாதிக்கப்படுகிறது. கடினப்படுத்தப்பட்ட, வயதான அலுமினிய தாள்கள் அதிக மேற்பரப்பு பூச்சு கொண்டவை. கட்டமைப்பு கரடுமுரடானதாக இருந்தால் (எடுத்துக்காட்டாக, உலோகம் வருடாந்திரம்), பின்னர் முடிக்கப்பட்ட மேற்பரப்பு பெரிய கரடுமுரடான, சீரற்ற, சமதளத்துடன் இருக்கும். வேதியியல் சிகிச்சைக்கு மிகவும் பொருத்தமானது ஒரு நேர்த்தியான கட்டமைப்பாக கருதப்பட வேண்டும். கார்பன் எஃகு முன்னுரிமைகள் தணிக்கும் முன் ரசாயன அரைப்பதன் மூலம் சிறந்த முறையில் சிகிச்சையளிக்கப்படுகின்றன, ஏனெனில் ஊறுகாயின் போது ஹைட்ரஜன் ஊறுகாய் விஷயத்தில், அடுத்தடுத்த வெப்பம் ஹைட்ரஜனை அகற்ற உதவுகிறது. இருப்பினும், வேதியியல் சிகிச்சைக்கு முன்னர் மெல்லிய சுவர் கொண்ட எஃகு பாகங்களை கடினப்படுத்துவது விரும்பத்தக்கது, ஏனெனில் அடுத்தடுத்த வெப்ப சிகிச்சை அவற்றின் சிதைவை ஏற்படுத்தும். இரசாயன அரைப்பால் சிகிச்சையளிக்கப்பட்ட மேற்பரப்பு எப்போதும் ஊறுகாய் காரணமாக ஓரளவு தளர்த்தப்படுகிறது, எனவே இந்த முறை பகுதியின் சோர்வு பண்புகளை கணிசமாகக் குறைக்கிறது. இதைப் பொறுத்தவரை, சுழற்சி சுமைகளின் கீழ் பணிபுரியும் பகுதிகளுக்கு, ரசாயன அரைப்பிற்குப் பிறகு மெருகூட்டல் மேற்கொள்ள வேண்டியது அவசியம்.
இரசாயன அரைப்பின் துல்லியம் .05 0.05 மி.மீ. ஆழம் மற்றும் விளிம்புடன் +0.08 மி.மீ க்கும் குறையாது; கட்அவுட்டின் சுவரின் வளைவின் ஆரம் ஆழத்திற்கு சமம். வேதியியல் அரைத்தல் வழக்கமாக 4-6 மிமீ ஆழத்திற்கும், குறைவாக அடிக்கடி 12 மிமீ வரை மேற்கொள்ளப்படுகிறது; அதிக அரைக்கும் ஆழத்தில், மேற்பரப்பு தரம் மற்றும் எந்திர துல்லியம் கூர்மையாக மோசமடைகின்றன. பொறித்தபின் குறைந்தபட்ச இறுதி தாள் தடிமன் 0.05 மிமீ ஆக இருக்கலாம், ஆகையால், ரசாயன அரைத்தல் மிக மெல்லிய ஜம்பர்களுடன் பாகங்களை பதப்படுத்தாமல் செயலாக்க முடியும், மேலும் ஒரு பகுதியை ஒரு கரைசலில் படிப்படியாக மூழ்கடிப்பதன் மூலம் கூம்பில் செயலாக்கத்தை மேற்கொள்ளலாம். இருபுறமும் பொறித்தல் அவசியம் என்றால், வெளியிடப்பட்ட வாயு மேற்பரப்பில் இருந்து சுதந்திரமாக உயர அனுமதிக்க, அல்லது இரண்டு படிகளில் பொறிக்க அனுமதிக்கும் வகையில் பணிப்பகுதியை செங்குத்தாக நிலைநிறுத்துவது அவசியம் - 1 முதலில் ஒரு பக்கத்தில், பின்னர் மறுபுறம். இரண்டாவது முறை விரும்பத்தக்கது, ஏனெனில் பணிப்பகுதியின் செங்குத்து நிலையில், வெட்டுக்களின் மேல் விளிம்புகள் அங்கு விழும் வாயு குமிழ்கள் காரணமாக மோசமாக செயலாக்கப்படுகின்றன. ஆழமான வெட்டுக்களை தயாரிப்பதில், சாதாரண செயல்முறைக்கு இடையூறாக இருக்கும் சிகிச்சையளிக்க மேற்பரப்பில் இருந்து வாயுவை அகற்ற சிறப்பு நடவடிக்கைகள் (எடுத்துக்காட்டாக, அதிர்வுகள்) பயன்படுத்தப்பட வேண்டும். செயலாக்கத்தின் போது ஆழம் மற்றும் பொறித்தல் கட்டுப்பாடு மூழ்குவதன் மூலம் மேற்கொள்ளப்படுகிறது. கட்டுப்பாட்டு மாதிரிகள் தயாரிப்பதோடு, காட்டி அடைப்புக்குறிப்புகள் அல்லது எலக்ட்ரானிக் போன்ற தடிமன் அளவீடுகளுடன் நேரடி அளவு கட்டுப்பாடு, அத்துடன் தானியங்கி எடை கட்டுப்பாடு மூலம்.
வேதியியல் அரைக்கும் செயல்திறன் பொருள் அகற்றும் வீதத்தின் ஆழத்தால் தீர்மானிக்கப்படுகிறது. ஒவ்வொரு 10 ° C க்கும் தீர்வு வெப்பநிலையை சுமார் 50-60% அதிகரிப்பதன் மூலம் பொறித்தல் விகிதம் அதிகரிக்கிறது, மேலும் தீர்வு வகை, அதன் செறிவு மற்றும் தூய்மை ஆகியவற்றைப் பொறுத்தது. பொறிக்கும் போது கரைசலை கலப்பது சுருக்கப்பட்ட காற்றால் செய்யப்படலாம். பொறித்தல் செயல்முறை வெளிப்புற வெப்ப எதிர்வினையால் தீர்மானிக்கப்படுகிறது, எனவே சுருக்கப்பட்ட காற்றின் வழங்கல் அதை ஓரளவு குளிர்விக்கிறது, ஆனால் அடிப்படையில் நிலையான வெப்பநிலை குளியல் நீரில் சுருள்களை வைப்பதன் மூலம் உறுதி செய்யப்படுகிறது.
மூழ்கியது பொறித்தல் பல குறைபாடுகளைக் கொண்டுள்ளது - கையேடு உழைப்பின் பயன்பாடு, பதப்படுத்தப்படாத மேற்பரப்பில் பாதுகாப்பு படங்களின் ஓரளவு முறிவு. பல பகுதிகளை செயலாக்கும்போது, \u200b\u200bஜெட் பொறித்தல் முறை, இதில் காரங்கள் முனைகளால் வழங்கப்படுகின்றன, இது மிகவும் நம்பிக்கைக்குரியது.
வேதியியல் அரைக்கும் செயல்திறனை அதிகரிப்பதற்கான ஒரு வழிமுறையானது 15-40 கிலோஹெர்ட்ஸ் அதிர்வெண் கொண்ட மீயொலி அதிர்வுகளைப் பயன்படுத்துவது; இந்த வழக்கில், செயலாக்க உற்பத்தித்திறன் 1.52.5 மடங்கு அதிகரிக்கிறது - 10 மிமீ / மணி வரை. திசை அகச்சிவப்பு கதிர்வீச்சின் செல்வாக்கின் கீழ் வேதியியல் சிகிச்சை முறையும் கணிசமாக துரிதப்படுத்தப்படுகிறது. இந்த நிலைமைகளின் கீழ், பாதுகாப்பு பூச்சுகளைப் பயன்படுத்த வேண்டிய அவசியமில்லை, ஏனெனில் உலோகம் ஒரு குறிப்பிட்ட வெப்பச் சுற்றுடன் வலுவான வெப்பத்திற்கு உட்படுகிறது, மீதமுள்ள பிரிவுகள் குளிர்ச்சியாக இருப்பதால், நடைமுறையில் கரைவதில்லை.
பொறித்தல் நேரம் கட்டுப்பாட்டு மாதிரிகளில் அனுபவபூர்வமாக நிறுவப்பட்டுள்ளது. பொறிக்கப்பட்ட வெற்றிடங்கள் ஊறுகாய் இயந்திரத்திலிருந்து அகற்றப்பட்டு, குளிர்ந்த நீரில் கழுவப்பட்டு, 200- கிராம் / எல் காஸ்டிக் சோடா கொண்ட ஒரு கரைசலில் 60-80 ° C வெப்பநிலையில் குழம்பு, பெயிண்ட் மற்றும் பசை BF4 ஐ அகற்ற சிகிச்சையளிக்கப்படுகின்றன. முடிக்கப்பட்ட பாகங்கள் நன்கு கழுவி காற்றின் நீரோட்டத்தில் உலர்த்தப்படுகின்றன.
ஊறுகாய்களால் மேலோட்டத்தை முதலில் அகற்றுவதன் மூலம் வெட்டுவதன் மூலம் முன்னுரிமைகளின் தோராயமான நிலைமைகளை மேம்படுத்துவது ஒரு மறுஉருவாக்கத்தின் கரைக்கும் செயலுக்கு மற்றொரு எடுத்துக்காட்டு. பொறிப்பதற்கு முன், அளவுகளை அகற்றுவதற்காக வெற்றிடங்கள் மணலால் வீசப்படுகின்றன. டைட்டானியம் உலோகக் கலவைகளை பொறிப்பது 16% நைட்ரிக் மற்றும் 5% ஹைட்ரோஃப்ளூரிக் அமிலங்கள் மற்றும் 79% நீரைக் கொண்ட ஒரு மறுஉருவாக்கத்தில் மேற்கொள்ளப்படுகிறது. வெளிநாட்டு இலக்கியங்களின்படி, பொறித்தல் உப்பு குளியல் மற்றும் நீரில் கழுவுதல் மற்றும் பின்னர் இறுதி மேற்பரப்பு சுத்தம் செய்ய அமில முதலியவற்றில் மீண்டும் பொறித்தல் பயன்படுத்தப்படுகிறது.
செயல்முறை வெட்டு செயல்முறைகளை மேம்படுத்த செயல்முறை ஊடகத்தின் வேதியியல் விளைவுகள் பயன்படுத்தப்படுகின்றன; வேதியியல் மற்றும் இயந்திர விளைவுகளின் கலவையின் அடிப்படையில் செயலாக்க பொருட்களின் முறைகள் பரந்த பயன்பாட்டைக் கண்டுபிடிக்கின்றன. ஏற்கனவே கலப்பு முறைகளின் எடுத்துக்காட்டுகள் கடினமான உலோகக் கலவைகளை அரைக்கும் வேதியியல்-இயந்திர முறை, ரசாயன மெருகூட்டல் போன்றவை.
கெமிக்கல் நிக்கல் முலாம். மின் வேதியியல் மற்றும் வேதியியல் முறைகள் மூலம் நிக்கல்-பாஸ்பரஸ் அலாய் பூச்சு பெறலாம். பிந்தையது வேதியியல் குறைப்பு முகவர்களைப் பயன்படுத்தி அவற்றின் உப்புகளின் நீர்வாழ் கரைசல்களிலிருந்து உலோகங்களை பிரிப்பதை அடிப்படையாகக் கொண்டது. மின் வேதியியல் முறையுடன் ஒப்பிடும்போது, \u200b\u200bஇது அதிக உற்பத்தித் திறன் கொண்டது மற்றும் குறைந்த மூலதனச் செலவு தேவைப்படுகிறது. உற்பத்தியின் மேற்பரப்பில் நிக்கல் மீட்பு ஏற்படுவதால், உற்பத்தியின் உள்ளமைவைப் பொருட்படுத்தாமல் மேற்பரப்பின் அனைத்து பகுதிகளிலும் மழையின் தடிமன் சரியாகவே இருக்கும்.
இரசாயன நிக்கல் முலாம் எஃகு, வார்ப்பிரும்பு, தகரம் வெண்கலம், பாஸ்பர் வெண்கலம், அலுமினியம் மற்றும் அதன் உலோகக்கலவைகளால் தயாரிக்கப்படலாம்
முதலியன குளியல் வெப்பநிலை அதன் கலவையைப் பொறுத்தது மற்றும் 95 ° C ஐ தாண்டாது. இதன் விளைவாக பூச்சு 92-95% நிக்கலைக் கொண்டுள்ளது. பூச்சு அமைப்பு உருவமற்ற மெட்டாஸ்டபிள், மைக்ரோஹார்ட்னஸ் „о о 500 4500-6000 MPa ஆகும். பூச்சு 300 ° C மற்றும் அதற்கு மேல் வெப்பமடையும் போது, \u200b\u200bஅதன் கட்டமைப்பு β1 3 R கலவையுடன் சமநிலைக்குச் செல்கிறது. வேதியியல் ரீதியாக டெபாசிட் செய்யப்பட்ட ஒரு நிக்கல் பூச்சுகளின் அரிப்பு எதிர்ப்பு ஒரு மின்னாற்பகுப்பு நிக்கல் பூச்சு விட அதிகமாக உள்ளது.
அடிப்படை உலோகத்திற்கு நிக்கல்-பாஸ்பரஸ் பூச்சுகளின் ஒட்டுதல் வலிமை, அவற்றின் கடினத்தன்மை, அரிப்பு எதிர்ப்பு மற்றும் உடைகள் எதிர்ப்பு ஆகியவை வெப்ப சிகிச்சையால் மேம்படுத்தப்படலாம் அல்லது அதிகரிக்கலாம். வெப்ப சிகிச்சையின் போது பகுதியை 200 ° C க்கு வெப்பமாக்குவது அடிப்படை உலோகத்திலிருந்து பூச்சு தோலுரிக்கக்கூடிய எஞ்சிய அழுத்தங்களை குறைக்க அவசியம். வெப்ப சிகிச்சையின் வெப்பநிலை அதிகரிப்பதன் மூலம் பூச்சுகளின் கடினத்தன்மை அதிகரிக்கிறது; 350-500 ° C வெப்பநிலையில் மற்றும் 15-20 நிமிடங்கள் வைத்திருக்கும், கடினத்தன்மை மிகப்பெரிய மதிப்பைப் பெறுகிறது. வெப்ப சிகிச்சை நேரத்தை 40-60 நிமிடம் அதிகரிப்பது பூச்சுகளின் ஒட்டுதல் வலிமையையும் அதன் எதிர்விளைவு பண்புகளையும் அதிகரிக்கிறது. 600 ° C வெப்பநிலையில், பூச்சுகளின் மைக்ரோஹார்ட்னஸ் 650–700 MPa ஆகும், இது குரோம் பூச்சு (சி ஏ. வியென்ஷென்கோவ்) கடினத்தன்மையை விட அதிகமாகும்.
துரலுமினுக்கு மேல் ஒரு துரலுமின் உராய்வு ஜோடியில் ஒரு பாகத்தின் வேதியியல் நிக்கல் முலாம் பல முறை ஜோடியின் உடைகள் எதிர்ப்பை அதிகரிக்கிறது.
நிக்கல்-பாஸ்பரஸ் பூச்சு உலோகங்களுடன் இணைந்து நன்கு சம்பாதிக்கப்படுகிறது.
சுழற்சி சுமைகளைத் தாங்கும் நிக்கல்-பாஸ்பரஸ் பூச்சுகளின் திறன் குறைவாக உள்ளது.
ஏறக்குறைய 0.1 மிமீ தடிமன் கொண்ட வேதியியல் நிக்கல் முலாம் வளிமண்டல நிலைமைகளிலும், பெட்ரோலியப் பொருட்களின் சூழலிலும் (பம்ப் முனைகள், பிவோட்கள் போன்றவை), உயர் நிலையில் இயங்கும் பகுதிகளுக்கு (600 ° வரை) வெப்ப-எதிர்ப்பு மற்றும் பாதுகாப்பு பூச்சு என பரிந்துரைக்கப்படுகிறது. சி) ஒரு ஆக்கிரமிப்பு சூழலில் வெப்பநிலை மற்றும் உராய்வின் போது (உள் எரிப்பு இயந்திரங்கள், புஷர்கள், பிஸ்டன் மோதிரங்கள் போன்றவை).
விஷத்தன்மைஒரு உலோக மேற்பரப்பில் ஒரு ஆக்சைடு படத்தின் செயற்கை உருவாக்கம் செயல்முறை. இரும்பு உலோகங்களின் ஆக்சைடு படம் காந்த இரும்பு ஆக்சைடு Fe 3 0 4 இன் மிகச்சிறிய படிகங்களைக் கொண்டுள்ளது மற்றும் சிறிய தடிமன் (3 μm வரை), குறைந்த கடினத்தன்மை, குறிப்பிடத்தக்க போரோசிட்டி மற்றும் அடித்தளத்திற்கு நல்ல ஒட்டுதல் ஆகியவற்றைக் கொண்டுள்ளது. அதன் கட்டமைப்பு அம்சங்கள் மற்றும் பண்புகள் காரணமாக, படம் மசகு எண்ணெய் நன்றாக வைத்திருக்கிறது, இரும்பு உலோகங்களின் உராய்வு ஜோடியில் நெரிசலைத் தடுக்கிறது, மேலும், தேய்ந்துபோகும்போது, \u200b\u200bமிகச்சிறந்த சிராய்ப்பை உருவாக்குகிறது, உராய்வு மேற்பரப்புகளில் இயங்குவதை துரிதப்படுத்துகிறது.
இரும்பு, மின் வேதியியல், வெப்ப அல்லது வெப்ப வேதியியல் சிகிச்சை மூலம் எஃகு குறித்த படத்தைப் பெறலாம். 138-165 ° C மற்றும் 2 மணி நேரத்திற்கு மேல் இல்லாத கால அளவைப் பொறுத்து, தீர்வு வெப்பநிலையில் கார மற்றும் அமில குளியல் ஆகியவற்றில் வேதியியல் சிகிச்சை மேற்கொள்ளப்படுகிறது. இதன் விளைவாக வரும் படம் முற்றிலும் ஆக்சைடு அல்ல, ஆனால் ஒரு குறிப்பிட்ட அளவு பாஸ்பேட்டுகளையும் கொண்டுள்ளது.
மின் வேதியியல் சிகிச்சையானது ஆக்ஸிஜனேற்ற முகவர்களின் சூடான காரக் கரைசல்களில் அனோடிக் ஆக்சிஜனேற்றத்தைக் கொண்டுள்ளது. உருகிய நைட்ரேட் அல்லது காற்றில் தயாரிப்புகளை வெப்பப்படுத்துவதன் மூலம் வெப்ப மற்றும் தெர்மோகெமிக்கல் ஆக்சிஜனேற்றம் மேற்கொள்ளப்படுகிறது. சமீபத்தில், நீராவி சிகிச்சை பரவலாகப் பயன்படுத்தப்படுகிறது, இது அதிவேக இரும்புகள், வார்ப்பிரும்பு பாகங்கள் (பிஸ்டன் மோதிரங்கள், வால்வு பின்தொடர்பவர்கள் போன்றவை), அத்துடன் கட்டமைப்பு எஃகு பாகங்கள் சுமார் 700 ° C வெப்பநிலையில் மென்மையாக்கப்பட வேண்டும். பட தடிமன் 6 மைக்ரான் அடையும். சில சோதனை தரவுகளின்படி, வார்ப்பிரும்பு 550-600 ° C க்கு நீராவியுடன் சிகிச்சையளிக்கப்படும்போது அதன் தீவிர அழுத்த பண்புகள் பாஸ்பேட்டிங் மற்றும் குறைந்த வெப்பநிலை சல்பைடேஷனைக் காட்டிலும் கணிசமாக அதிகமாகும்.
அலுமினியத்தில், இயற்கையான தோற்றம் கொண்ட ஆக்ஸைடு படம் அல்லது 0.5 முதல் 5 μm தடிமன் கொண்ட வேதியியல் ரீதியாக பெறப்பட்டவை, அடிப்படை உலோகத்துடன் உறுதியாக ஒட்டிக்கொள்கின்றன, குறிப்பிடத்தக்க கடினத்தன்மை மற்றும் அதிக உடைகள் எதிர்ப்பைக் கொண்டுள்ளன, சராசரியாக 20% போரோசிட்டி மற்றும் 1500 ° C வரை வெப்ப எதிர்ப்பு. ஆக்ஸிஜனேற்றம் மற்றும் கூழ்ம கிராஃபைட் மசகு எண்ணெய்களுடன் படம் செறிவூட்டப்படுவதால் அதிக ஆண்டிஃபிரிஷன் பண்புகளைக் கொண்ட அலுமினிய தாங்கு உருளைகள் தயாரிக்க அடிப்படையாக அமைகிறது.
அலுமினியம் மற்றும் அதன் உலோகக் கலவைகளில் மின் வேதியியல் செயலாக்கத்தால், 3 μm முதல் 0.3 மிமீ தடிமன் கொண்ட படங்கள் பெறப்படுகின்றன; 60 மைக்ரான்களுக்கு மேல் தடிமன் கொண்ட ஆக்சைடு படங்களை உருவாக்கும் செயல்முறை ஆழமான அனோடைசிங் என்று அழைக்கப்படுகிறது. இந்த சிகிச்சையானது 4.5% Cu மற்றும் 7% 31 க்கு மிகாமல் உள்ளடக்கங்களைக் கொண்ட உலோகக்கலவைகளுக்கு உட்படுத்தப்படுகிறது. படங்களில் அதிக கடினத்தன்மை உள்ளது; ஒரு எலக்ட்ரோலைட்டின் செயலால் படம் சற்று தளர்த்தப்பட்ட மேற்பரப்புக்கு அருகில், அதன் கடினத்தன்மை குறைகிறது. இதன் விளைவாக திட அனோட் பூச்சு உடைகள் எதிர்ப்பு. அனோடிக் செயலாக்கத்தின்போது, \u200b\u200bஉலோகத்தின் தடிமன் ஆழமாக்குவதன் மூலமும், மேற்பரப்பில் படத்தை உருவாக்குவதன் மூலமும் ஆக்ஸிஜனேற்ற அடுக்கு உருவாகிறது. இதனால், அனோடைசிங்கின் போது, \u200b\u200bஉருளை மேற்பரப்பின் அளவு அடுக்கின் தடிமன் அதிகரிக்கிறது. அனோட் பூச்சு தரையில் மற்றும் மெருகூட்டப்படலாம். அனோடைஸ் அடுக்கு ஒரு மின்னாற்பகுப்பு குரோம் பூச்சுடன் இணைக்கப்படவில்லை.
உட்புற எரிப்பு இயந்திரங்களின் அலுமினிய உலோகக்கலவைகளால் செய்யப்பட்ட பிஸ்டன்களின் ஆழமான அனோடைசிங் அவற்றின் நம்பகத்தன்மையை அதிகரிக்கிறது (பிஸ்டன் நெரிசலின் எண்ணிக்கையை குறைக்கிறது) மற்றும் குறைக்கிறது
வருடாந்திர பள்ளங்களின் விகிதம். கடிகார வேலைகளில் வெண்கலத்திற்குப் பதிலாக அலுமினிய அலாய் செய்யப்பட்ட அனோடைஸ் கியர்களைப் பயன்படுத்துவதில் நேர்மறையான அனுபவமும் ஹைட்ராலிக் அமைப்புகளில் எஃகுக்கு பதிலாக அலுமினிய உலோகக் கலவைகளின் அனோடைஸ் கியர்களைப் பயன்படுத்திய அனுபவமும் உள்ளது.
பாஸ்பேட்டிங் என்பது ஒரு உலோக மேற்பரப்பில் கரையாத பாஸ்பேட் உப்புகளின் திரைப்படத்தை உருவாக்கும் செயல்முறையாகும். பாஸ்பேட்டிங் வேதியியல் ரீதியாக (ஒரு குளியல் அல்லது ஒரு தீர்வு நீரோட்டத்தில்) அல்லது மின் வேதியியல் முறையில் மேற்கொள்ளப்படுகிறது. இரும்பு உலோகங்களுக்கான குளியல் வெப்பநிலை 90 ° C க்கு மேல் இல்லை.
இரும்பு உலோகங்களின் பாஸ்பேட் படம் 2 முதல் 50 மைக்ரான் தடிமன் மற்றும் செயல்முறை பயன்முறையைப் பொறுத்து கரடுமுரடான-படிக அமைப்பைக் கொண்ட அபராதம் கொண்டது; உற்பத்தியின் அளவை சற்று மாற்றுகிறது; மிகவும் உறுதியாக அடித்தளத்தை பின்பற்றுகிறது; உருகிய உலோகத்தால் ஈரப்படுத்தப்படவில்லை; 600 ° C வரை வெப்ப எதிர்ப்பு; வளிமண்டல நிலைமைகளில், மசகு எண்ணெய்கள், பெட்ரோலிய பொருட்கள் மற்றும் ஹைட்ரஜன் சல்பைடு தவிர அனைத்து வாயுக்களிலும் நிலையானது; குறைந்த கடினத்தன்மை, குறைந்த இயந்திர வலிமை மற்றும் நெகிழ்ச்சி ஆகியவற்றைக் கொண்டுள்ளது; மிகவும் வளர்ந்த நுண்ணிய மேற்பரப்பைக் கொண்டுள்ளது மற்றும் மசகு எண்ணெய்கள், வார்னிஷ் மற்றும் வண்ணப்பூச்சுகளை உறுதியாக வைத்திருக்கிறது. பாஸ்பேட் பூச்சு, ஆக்சைடு பூச்சு போன்றது, அணியும்போது மிகச்சிறந்த சிராய்ப்பு ஆகும்; இது காரக் கரைசல்களில் பெறப்பட்ட ஆக்சைடை விட பல மடங்கு அரிப்பை எதிர்க்கும், மேலும் வெற்றிகரமாக இயங்குவதைப் பயன்படுத்தலாம்.
உராய்வின் போது பூச்சு செயல்படும் திட்டம் பின்வருமாறு. ஆரம்பத்தில், ஒரு பாஸ்பேட் மேற்பரப்பின் உராய்வு சக்தி அல்லது வேறு எந்த குறிப்பிடத்தக்க. பின்னர், தொடர்பு மேற்பரப்புகளின் முறைகேடுகளின் புரோட்ரூஷன்களில் உள்ள பாஸ்பேட் படிகங்கள் விரைவாக செயல்படுத்தப்பட்டு சிராய்ப்புடன் செயல்படத் தொடங்குகின்றன. உராய்வு குணகம் இயக்கத்தின் தொடக்கத்தில் கூர்மையாக குறைகிறது மற்றும் அது இயங்கும்போது தொடர்ந்து குறைகிறது. ஜோடியின் செயல்பாட்டின் ஆரம்ப கட்டத்தில் உள்ள பாஸ்பேட் படிகங்கள் அதைக் கைப்பற்றுவதிலிருந்து பாதுகாக்கின்றன.
உள் எரிப்பு இயந்திரங்களின் பாஸ்டன் பிஸ்டன் மோதிரங்கள், சிலிண்டர் லைனர்கள் மற்றும் பெரிய எஞ்சின்களின் புஷிங்ஸ், இணைக்கும் தண்டுகளின் மேல் தலைகளின் விரல்கள், கியர்கள் போன்றவற்றில் நேர்மறையான அனுபவம் உள்ளது. கொட்டைகள் காயமடையும் போது பாஸ்பேட்டிங் அடிக்கடி கவனிக்கப்படும் வலிப்புத்தாக்கங்களைத் தடுக்கிறது.
இரும்பு உலோகங்களின் ஆக்சைடுடன் ஒப்பிடும்போது ரன்-இன் லேயராக பாஸ்பேட் பூச்சுகளின் முக்கிய நன்மைகள் அதிக தடிமன், அதிக போரோசிட்டி மற்றும் குறைந்த கடினத்தன்மை. பாஸ்பேட்டிங்கின் விளைவாக, எஃகு உடையக்கூடிய தன்மை சற்று அதிகரிக்கிறது, இது உலோகத்தின் ஹைட்ரஜனேற்றம் மற்றும் பாஸ்பேடிங்கின் போது அதன் மேற்பரப்பில் துளைகளை உருவாக்குவது ஆகியவற்றுடன் தொடர்புடையது.
மாலிப்டினம் டைசல்பைடுக்கான சப்ளேயராக பாஸ்பேட் பூச்சு ஒட்டுதல் வலிமையை அதிகரிக்கிறது மற்றும் பத்து மடங்கு மதிப்பெண்களுக்கு மேற்பரப்புகளின் எதிர்ப்பை அதிகரிக்கிறது.
சல்பிடேஷன் என்பது இரும்பு அடிப்படையிலான உலோகக்கலவைகளால் ஆன தயாரிப்புகளை செயலாக்க ஒரு தெர்மோகெமிக்கல் செயல்முறையாகும், அவற்றின் மேற்பரப்பு அடுக்குகளை கந்தகத்துடன் வளப்படுத்தலாம்.
சல்பிடேஷன் திரவ, திட அல்லது வாயு சல்பர் கொண்ட சூழல்களில் மேற்கொள்ளப்படுகிறது; இது குறைந்த, நடுத்தர மற்றும் உயர் வெப்பநிலையாக இருக்கலாம். அதன்படி, வெப்பநிலை ஆட்சிகள் 150-450, 540-580 மற்றும் 850-950 ° C ஆக இருக்கும். நடுத்தரத்தின் கலவை, வெப்பநிலை ஆட்சி மற்றும் செயலாக்க நேரம் ஆகியவற்றைப் பொறுத்து, பிற கட்டங்கள் உற்பத்தியின் மேற்பரப்பு அடுக்கில் FeS மற்றும் FeS 2 உடன் உருவாகலாம்.
நடுத்தர வெப்பநிலை சல்பைடேஷனில் அடுக்கின் மிகப்பெரிய ஆழம் 0.04 மிமீ ஆகும். குறைந்த வெப்பநிலை செயலாக்கம் பயனற்றது, ஆனால் கார்பன் மற்றும் குறைந்த அலாய் ஸ்டீலில் இருந்து கடினப்படுத்தப்பட்ட பொருட்களின் சல்பைசேஷன் மற்றும் குறைந்த வெப்பநிலை வெப்பநிலையை இணைக்கும்போது இது அறிவுறுத்தப்படுகிறது.
பலவிதமான சல்பைடேஷன் என்பது சல்போசயனேஷன் ஆகும், இதில் ஃபெரோஅல்லாயின் மேற்பரப்பு கந்தகம், நைட்ரஜன் மற்றும் கார்பனுடன் நிறைவுற்றது. சல்போசயினேஷன் வழக்கமாக 540-580 at C வெப்பநிலையில் 1 முதல் 3 மணி நேரம் குளியல் வைத்திருப்பதன் மூலம் மேற்கொள்ளப்படுகிறது. அடுக்கின் ஆழம் சுமார் 0.04 மி.மீ.
நொறுக்கப்பட்ட சல்பரஸ் அல்லது சல்பரஸ் இரும்பு சல்பைடேஷனுக்கான திட ஊடகமாக செயல்படுகிறது. நடுத்தர வெப்பநிலை சிகிச்சையின் போது கந்தக பரவலின் ஆழம் திரவ சல்பைடேஷனுடன் சமம்; அதிக வெப்பநிலை செயலாக்க ஆழத்தில் 1 மிமீ வரை இருக்கும்.
சல்பைடுகள் அல்லது நைட்ரைடுகள் கண்டறியப்பட்ட மேற்பரப்பு அடுக்கின் தடிமன் வாயு சல்பைடேஷனுடன் 0.1 மி.மீ.
முழுமையான எந்திரம் மற்றும் டிக்ரீசிங்கிற்குப் பிறகு தயாரிப்புகள் சல்பைடு; குளியல் ஏற்றுவதற்கு முன் லேசான வெப்பம் விரும்பத்தக்கது. பதப்படுத்தப்பட்ட தயாரிப்புகளை 100-120 ° C க்கு குளிர்வித்த பிறகு, அவை கழுவப்பட்டு 120 ° C க்கு சூடேற்றப்பட்ட எண்ணெயில் மூழ்கும்.
சல்பிடேஷனுக்குப் பிறகு மேற்பரப்பு கடினத்தன்மை அசலை விட அதிகமாக உள்ளது. சல்பிடேஷன் பகுதிகளின் அளவுகளில் சில அதிகரிப்புடன் சேர்ந்துள்ளது. குறைந்த மற்றும் நடுத்தர வெப்பநிலை செயலாக்கத்தின் போது பகுதிகளின் சிதைப்பது மிகக் குறைவு.
சல்பைடேஷனின் விளைவு பின்வருமாறு. அடிப்படை உலோகத்தை விட குறைந்த வலிமையைக் கொண்ட ஒரு சல்பைட் படம் உராய்வால் எளிதில் அழிக்கப்பட்டு, பிளாஸ்டிக் சிதைவு இல்லாமல் அடித்தளத்திலிருந்து பிரிக்கப்பட்டு, உராய்வு மேற்பரப்புகளை அமைப்பதைத் தடுக்கிறது. உராய்வின் போது அதிக உள்ளூர் வெப்பநிலை உருவாகும் மேற்பரப்புகளின் நேரடி தொடர்பு உள்ள பகுதிகளில், கந்தகத்துடன் நிறைவுறாத மேற்பரப்பில், இரும்பின் சல்பர் கலவைகள் உருவாகின்றன, அவை ஓரளவு உடைகள் தயாரிப்புகளாக மாறுகின்றன. சல்பைட் அடுக்கு மற்றும் அதன் உடைகள் தயாரிப்புகள் அதிக உறிஞ்சுதல் திறன் கொண்டவை மற்றும் மசகு எண்ணெயின் செயல்பாட்டை செயல்படுத்துகின்றன. இந்த சூழ்நிலைகள், சிறிய அளவு மற்றும் சல்பைட் உடைகள் தயாரிப்புகளை சொறிவதற்கான திறனுடன் சேர்ந்து, பரப்புகளில் இயங்குவதை துரிதப்படுத்துகின்றன மற்றும் இயங்கிய பின் அவற்றின் சிறிய கடினத்தன்மையை வழங்குகின்றன; எ.கா. எஃகு உயவு மேற்பரப்புகளுக்கு ரா -0.32 ... 0.04 .m.
உடைகள் செயல்பாட்டில், கந்தகம் உலோகத்தில் ஆழமாக பரவுகிறது மற்றும் அதிக தீவிரத்துடன், அதிக அழுத்தம். இது சம்பந்தமாக, சல்பைட் அடுக்கில் உள்ளார்ந்த ஆண்டிஃபிரிஷன் பண்புகள் ஆரம்ப அடுக்கு தடிமன் விட அதிகமாக ஒரு உடைகள் மதிப்பில் பராமரிக்கப்படுகின்றன. இருப்பினும், ஆரம்ப சல்பைட் அடுக்கு மற்றும் புதுப்பிக்கத்தக்கது இரண்டும் ஒரு மண்டலத்தைக் குறிக்கின்றன, அவை சல்பர் சேர்மங்களின் செறிவு படிப்படியாக மையத்தை நோக்கி குறைகின்றன.
சுழலும் மசகு அமைப்பு கொண்ட இயந்திரங்களில், உராய்வு ஜோடிகளில் சல்பைடு செய்யப்பட்ட பகுதிகளை நிறுவுவது, அதிகமாகவோ அல்லது குறைவாகவோ, அனைத்து ஜோடிகளின் வேலைகளையும் பாதிக்கும், இதில் இரும்பு உலோகங்களால் ஆன பாகங்கள் அடங்கும், ஏனெனில் சல்பைடுகள் அனைத்து உராய்வு மேற்பரப்புகளிலும் எண்ணெயுடன் வைக்கப்படும்.
தூய்மையான சல்பைடேஷன் ஓட்டத்தை விரைவுபடுத்துவதற்கான ஒரு வழியாகவும், மதிப்பெண்களைத் தடுப்பதற்கான ஒரு நடவடிக்கையாகவும் மட்டுமே கருதப்பட வேண்டும். உடைகள் எதிர்ப்பை அதிகரிக்கும் ஒரு முறையாக இது செயல்பட முடியாது, குறைந்த வேக முனைகளைத் தவிர, சல்பைட் அடுக்கு நீண்ட நேரம் சேமிக்கப்படுகிறது.
சல்பிடேஷன் அரிப்புக்கு எதிரான பாதுகாப்பாக செயல்பட முடியாது. உராய்வு மேற்பரப்புகளில் ஒன்றை சல்பைடு செய்வதன் மூலம் நேர்மறையான முடிவைப் பெறலாம். சல்பைடு செய்யப்பட்ட பகுதிகளை 500 ° C க்கு வெப்பமாக்குவது மேற்பரப்பு அடுக்குகளில் கந்தக உள்ளடக்கத்தை மாற்றாது.
சல்போசயினேஷன் என்பது இரும்பு உலோக பாகங்களின் உடைகள் எதிர்ப்பை அதிகரிப்பதற்கான ஒரு வழியாகும்; இது கடினத்தன்மை மற்றும் சோர்வு எதிர்ப்பை அதிகரிக்கிறது மற்றும் நீர்த்துப்போகும் தன்மையைக் குறைக்கிறது. காற்றிலும் நீரிலும் சல்போசயனேட்டட் எஃகு அரிப்பு எதிர்ப்பு சயனேற்றப்பட்டதை விட குறைவாக இல்லை.
சிலிண்டர் லைனர்கள், பிஸ்டன்கள் மற்றும் உள் எரிப்பு இயந்திரங்களின் மோதிரங்கள், அமுக்கிகள் மற்றும் நீராவி என்ஜின்கள் சல்பைட் மற்றும் சல்போசயனேட்; எஃகு வெற்று தாங்கு உருளைகள் (வெண்கலத்திற்கு பதிலாக நிறுவப்பட்டுள்ளது); கப்ளர் கேம்கள், சுழல் கொட்டைகள், அதிக சுற்றுப்புற வெப்பநிலை அல்லது கிடைக்காததால் உயவூட்டுவது கடினம். சில இயந்திரங்களின் பெரிதும் ஏற்றப்பட்ட தாங்கு உருளைகளின் வெண்கல செருகல்களை எஃகு சல்போசயனேட்டட் தாங்கு உருளைகளுடன் மாற்றும்போது, \u200b\u200bதாங்கு உருளைகளின் ஆயுள் பல மடங்கு அதிகரித்தது. சுமார் 2 மீ / வி வேகத்தில் மெஷிங் செய்யும் வேகத்தில் புழு சக்கரங்களில் வெண்கலத்தை சல்போசயனேட்டட் வார்ப்பிரும்புடன் புழு சக்கரங்களில் மாற்றுவதற்கான வாய்ப்பை சோதனைகள் காட்டுகின்றன.
வெள்ளாவி. 500-600 ° C வெப்பநிலையில் எஃகு மற்றும் வார்ப்பிரும்பு பாகங்களை சூப்பர் ஹீட் நீராவியுடன் செயலாக்குவது, 0.1 MPa வரை நீராவி அழுத்தம் மற்றும் 1-2 மணிநேரம் வைத்திருக்கும் நேரம் ஆகியவை இதில் அடங்கும். முறை எளிதானது, சிக்கலான விலையுயர்ந்த உபகரணங்கள் தேவையில்லை மற்றும் பராமரிப்பு பணியாளர்களுக்கு தீங்கு விளைவிப்பதில்லை. உள் எரிப்பு இயந்திரங்கள் மற்றும் அமுக்கிகள், அதிவேக எஃகு கருவிகள் மற்றும் பிற தயாரிப்புகளின் பிஸ்டன் மோதிரங்கள் செயலாக்கத்திற்கு உட்படுத்தப்படுகின்றன. பாகங்கள் செயலாக்கத்தின் போது உருவாகும் ஆக்சைடு படம் இயங்குவதற்கு பங்களிக்கிறது, மதிப்பெண் பெறுவதற்கான வாய்ப்பைக் குறைக்கிறது மற்றும் பகுதிகளின் உடைகள் எதிர்ப்பை அதிகரிக்கிறது.
குறைக்கடத்தி சாதனங்களை தயாரிப்பதில் வேதியியல் செயலாக்கம் கீழே பட்டியலிடப்பட்டுள்ள அடிப்படை தொழில்நுட்ப செயல்பாடுகளை உள்ளடக்கியது.
பாஸ்பேட் மற்றும் டானின்களுடன் ரசாயன சிகிச்சை சிலிகேட் கரைசல்களை பாதிக்காது.
குளியல் ஊட்டி எல்.டி.எஸ் -18. ஆளி விதை எண்ணெய் நிரப்பப்பட்ட தொட்டிகளில் ரசாயன சிகிச்சை மேற்கொள்ளப்படுகிறது. பின்னர் மின்முனைகள் குளோரினேஷன் தொட்டிகளில் வைக்கப்படுகின்றன. குளிர்ந்த நீரில் கிராஃபைட்டின் குளோரினேஷன் ஒரு நாள் நீடிக்கும். இது அனோட்களின் வேதியியல் சிகிச்சையின் செயல்முறையை நிறைவு செய்கிறது.
பூக்கும் முன் மற்றும் மொட்டுகள் மற்றும் இலைகளின் பூச்சிகள் (திராட்சை வத்தல் மொட்டுப் பூச்சி, மரத்தூள், அந்துப்பூச்சிகள், அஃபிட்ஸ்), உருவாக்கும் உறுப்புகள் (கூஸ்ஃபுட் அந்துப்பூச்சிகள்) மற்றும் எலும்பு பாகங்கள் (கண்ணாடி மற்றும் தங்கமீன்கள்), அத்துடன் தூள் கட்டுப்பாட்டில் பூச்சிகள் பூக்கும் முன் ரசாயன சிகிச்சைகள் பனி மற்றும் ஆந்த்ராக்னோஸ்.
வேதியியல் சிகிச்சையானது ஒரு குறிப்பிட்ட செறிவின் ஹைட்ரோகுளோரிக் மற்றும் நைட்ரிக் அமிலங்களின் கரைசல்களில் தொடர்ச்சியான பொறிப்பைக் கொண்டுள்ளது, சில வெப்பநிலையில் நீரில் இடைநிலை துவைக்கப்படுகிறது மற்றும் திருத்தியில் குறிப்பிடத்தக்க சேதத்தைத் தவிர்க்க கவனமாகவும் கவனமாகவும் மேற்கொள்ளப்பட வேண்டும்.
இரசாயன சிகிச்சை வெள்ளி நைட்ரேட்டின் ஒரு கரைசலில் தொடங்குகிறது, மேலும் படம் மிகவும் தெளிவாக உள்ளது. வேதியியல் கலவையைப் பொருட்படுத்தாமல், மறுபயன்பாட்டு நா உடன் கூடுதல் செயலாக்கத்தின் போது உருவாகும் சல்பைட் படம், வெப்ப பொறிப்பின் போது ஆக்சைடு படத்தைப் போலவே விளைவை ஏற்படுத்தும்.
OA உடன் ஒரு இடைநிலை தொகுதிக்கு ஒரு வேதியியல் மறுஉருவாக்கத்தை அறிமுகப்படுத்துவதன் மூலம் வேதியியல் செயலாக்கம் மேற்கொள்ளப்படுகிறது, இது ஹைட்ராலிக் மிக்சர்கள் அல்லது ஹைட்ராலிக் மற்றும் மெக்கானிக்கல் மிக்சர்களின் ஒருங்கிணைந்த அமைப்புகளுடன் பொருத்தப்பட்டுள்ளது.
உயர் தரமான பூச்சுகளைப் பெறுவதற்கு வேதியியல் சிகிச்சை (பாஸ்பேட்டிங், பூசப்பட வேண்டிய மேற்பரப்புடன் பொறித்தல்) அவசியம், ஏனெனில் இது பாலிமர் பூச்சு உலோகத் தளத்திற்கு ஒட்டுவதை மேம்படுத்துகிறது.
முன்னிலையில் பெறப்பட்ட பாலி-டி-பென்சாமைடு இழைகளின் பண்புகளில் வெப்ப சிகிச்சையின் விளைவு. அலிபாடிக் பாலிமைடுகளை மாற்ற வேதியியல் சிகிச்சை பரவலாகப் பயன்படுத்தப்படுகிறது. நறுமண பாலிமைடுகள் தொடர்பாக, இந்த திசை தற்போது வளர்ச்சியடையாதது, இருப்பினும் கிடைக்கக்கூடிய தகவல்கள் இரசாயன சிகிச்சையின் பலனைக் குறிக்கின்றன.
மேட்ரிக்ஸ் பொருளின் மேற்பரப்பு அடுக்குகளின் ஒரு குறிப்பிட்ட தடிமன் அகற்றப்படுவதோடு இரசாயன சிகிச்சையும் உள்ளது. பொதுவாக, இந்த சிகிச்சையில் டிக்ரேசிங், ஆல்காலி அல்லது அமில பொறித்தல் மற்றும் சில நேரங்களில் மேற்பரப்பு செயலற்ற தன்மை ஆகிய இரண்டின் கலவையாகும். மேலே உள்ள ஒவ்வொரு செயல்பாட்டிற்கும் பிறகு, பறிப்பு அவசியம். ஒவ்வொரு மேட்ரிக்ஸிற்கும் வேதியியல் சிகிச்சைக்கான உலைகள் தனித்தனியாக தேர்ந்தெடுக்கப்படுகின்றன. பொறித்தல் முகவர்களின் செறிவு, வெப்பநிலை மற்றும் செயலாக்க நேரம் உள்ளிட்ட வேதியியல் சிகிச்சை செயல்முறையின் தொழில்நுட்ப அளவுருக்கள், மேற்பரப்பு அடுக்குகளின் தேவையான தரத்தை உறுதி செய்வதற்கான நிபந்தனைகளிலிருந்து சோதனை ரீதியாக தீர்மானிக்கப்படுகின்றன, இந்த தரத்தை சிறிது நேரம் பராமரிக்கின்றன (வேதியியல் செயலாக்கம் மற்றும் பரவல் வெல்டிங் செயல்பாடுகளுக்கு இடையிலான இடைவெளி உட்பட) மற்றும் கொடுக்கப்பட்ட தடிமன் மேட்ரிக்ஸின் மேற்பரப்பு அடுக்குகளை அகற்றுதல் . பிந்தைய நிலை சிறிய தடிமன் (0 007 - 0 1 மிமீ) படலங்கள் வழக்கமாக ஒரு மேட்ரிக்ஸாகப் பயன்படுத்தப்படுகின்றன என்பதோடு எதிர்காலத்தில் அடுக்கின் மேற்பரப்பில் இருந்து சில மைக்ரான்களை அகற்றுவதும் கலப்புப் பொருளில் மேட்ரிக்ஸ் மற்றும் கடினப்படுத்துபவரின் விகிதத்தை கணிசமாக மாற்றும்.
டிக்ரீசிங் முறையிலிருந்து எஃகு 45 இன் கட்டமைப்பு எஃகு 45 இன் வெல்டிங் கூட்டு வலிமை வரைபடம். வெல்டிங் பயன்முறை. 1000 சி, டி 5 நிமி., பி 20 - 4 மிமீ எச்ஜி. கலை., பி 2 கிலோ / மிமீ 2. வேதியியல் சிகிச்சை மற்றும் கழுவுதல் - மேற்பரப்புகள் கலவையின் வலிமை பண்புகளை உறுதிப்படுத்த முடியும். மேலும், வெவ்வேறு சூழல்களின் செயல்கள் வேறுபட்டவை. டிக்ரீசிங் செய்யும் போது, \u200b\u200bஎடுத்துக்காட்டாக, கார்பன் டெட்ராக்ளோரைடுடன், அசிட்டோனுடன் துடைப்பதை ஒப்பிடும்போது வலிமை 14% அதிகரிக்கிறது.
வலுவான ஆக்ஸிஜனேற்ற முகவர்களான வாயு குளோரின் அல்லது குரோம்பீக்கின் நீர்வாழ் கரைசலுடன் கூடிய வேதியியல் சிகிச்சை நல்ல முடிவுகளைத் தருகிறது, ஆனால் செயலாக்கத்தின் அளவைக் கட்டுப்படுத்துவதில் உள்ள சிரமம், தீங்கு விளைவிக்கும் பொருட்களின் பயன்பாடு மற்றும் பயன்பாட்டிற்குப் பிறகு அவற்றை அகற்றுவதில் சிக்கல், தொழில்நுட்ப ரீதியாக முன்னேறவில்லை.
வேதியியல் செயலாக்கம் மற்றும் தங்கம் மற்றும் பிளாட்டினம் தயாரித்தல் மற்றும் சுத்திகரிப்புக்கான முறைகள்.
மென்மையான (அ மற்றும் கரடுமுரடான (பி) மேற்பரப்பு கொண்ட அனோட்களின் திட்டவட்டமான பிரதிநிதித்துவம். அலுமினியத்தை சிதைக்கும் கரைசல்களில் அனோட் படலத்தை பொறிப்பது வேதியியல் சிகிச்சை ஆகும். பொதுவாக பயன்படுத்தப்படும் பொறிப்பு தீர்வுகள்: அ) 400 - 600 எல் 3 எச்.சி 1 க்கு 1000 செ.மீ 3 க்கு 70 - 90 О ; ஆ) எச்.சி 1 இன் 250 - 600 செ.மீ 3 மற்றும் எச் 2 ஓவின் 1000 செ.மீ 3 க்கு 0 15 - 1 25 கிராம் கியூசி 12 65 - 85 சி; c) 90 - 95 C இல் 1000 cm3 H2O க்கு 200 - 300 cm3 HCl மற்றும் 150 - 200 cm3 HNOS.
மென்மையான (அ மற்றும் கரடுமுரடான (பி) மேற்பரப்பு கொண்ட அனோட்களின் திட்டவட்டமான பிரதிநிதித்துவம். மென்மையான அனோட்களுடன் ஒப்பிடும்போது அனோட் கோர்ட்டில் 8-10 மடங்கு வரை அதிகரிக்க வேதியியல் சிகிச்சை அனுமதிக்கிறது. மேலும் குறிப்பிட்ட திறன் அதிகரிப்பதற்கு அதிகரித்த தடிமன் மற்றும் அதிகரித்த தடிமன் மற்றும் அனோட் படலத்தைப் பயன்படுத்த வேண்டிய தேவையுடன் தொடர்புடைய அதிகப்படியான பொறிப்பு ஆழத்தைப் பயன்படுத்த வேண்டும். பொறித்தபின் துளைகளில் மீதமுள்ள குளோரின் அயனிகளைக் கழுவுவது கடினம்.
இரசாயன சிகிச்சையை சுயாதீனமாகவும் அல்ட்ராசவுண்டுடனும் பயன்படுத்தலாம். சலவை கரைசலில் முன்னர் கரைக்கப்பட்ட பொருட்களுடன் அடி மூலக்கூறு மாசுபடுவதைத் தடுக்க சலவை கரைசலின் தூய்மையைக் கட்டுப்படுத்த வேண்டிய அவசியம் அடி மூலக்கூறுகளின் ரசாயன சுத்தம் ஒரு குறிப்பிடத்தக்க குறைபாடு ஆகும். கழுவுதல் முடிக்க ஒரு முன்நிபந்தனை துப்புரவு ஊடகத்தின் நிலையான புதுப்பிப்பு ஆகும்.
இரசாயன சிகிச்சைகள் இளஞ்சிவப்பு பூச்சியின் தாவரங்களை முழுமையாக விடுவிப்பதில்லை. வேதியியல் சிகிச்சைகள் நிறுத்தப்பட்ட பிறகு, 1 - 2 ஆண்டுகளுக்குப் பிறகு ஒரு டிக் மூலம் இளஞ்சிவப்பு தொற்று அதன் அசல் மதிப்புக்கு மீட்டமைக்கப்படுகிறது. எனவே, அதைக் கையாளும் பிற முறைகளும் சோதிக்கப்பட்டன.
அமைப்புகளுக்கான குழாய்களின் வேதியியல் சிகிச்சை (பொறித்தல்) பின்வரும் செயல்பாடுகளைக் கொண்டுள்ளது: அ) அமிலக் கரைசலில் பொறித்தல்; b) ஓடும் நீரில் கழுவுதல்; c) நடுநிலைப்படுத்தல்; g) சூடான நீரில் கழுவுதல்; e) உலர்த்துதல்; e) இயந்திர எண்ணெயுடன் உயவு; g) மரக் கார்க்ஸுடன் குழாய்களின் முனைகளை செருகவும்.
வேதியியல் சிகிச்சைகள் ஒரு ஹெக்டேருக்கு சுமார் 2 5 சென்ட் தானியத்தை சேமிக்க அனுமதிக்கின்றன.
வேதியியல் செயலாக்கம் குறைந்த நேரம் எடுக்கும் மற்றும் இயந்திர அரைப்பை விட அதிக உற்பத்தி செய்யும்.
அரிப்பு (ஆக்ஸிஜனேற்றம், பாஸ்பேட்) ஆகியவற்றிலிருந்து பகுதிகளைப் பாதுகாக்க இரசாயன சிகிச்சை பெரும்பாலும் பயன்படுத்தப்படுகிறது; வண்ணப்பூச்சுகள் மற்றும் வார்னிஷ் (பாஸ்பேட்டிங்) ஆகியவற்றிற்கான ஒரு முதன்மையானது; உலோகங்களை வண்ணமயமாக்குவதற்கு; தேய்த்தல் மேற்பரப்புகளின் ஓட்டத்தை மேம்படுத்துவதற்காக.
சாதனத்தின் வகை மற்றும் செயல்முறையின் கட்டத்தைப் பொறுத்து வேதியியல் சிகிச்சை செய்ய முடியும் பல்வேறு முறைகள் மற்றும் அனைத்து வெப்ப செயல்பாடுகளுக்கும் முந்தைய கட்டாய நடவடிக்கையாகும். எந்திரத்திற்குப் பிறகு, இயந்திர ரீதியாக தொந்தரவு செய்யப்பட்ட குறைக்கடத்தி அடுக்கை அகற்றவும், மேற்பரப்பை சுத்தம் செய்யவும் ரசாயன சிகிச்சை மேற்கொள்ளப்படுகிறது.
பூச்சிக்கொல்லி தாவரங்களிலிருந்து வரும் மழையால் கழுவப்பட்டால் அல்லது சிகிச்சையின் பின்னர் இந்த மாசிஃப்களில் புதிய பிழைகள் வந்தால் அல்லது காற்றின் வெப்பநிலை கடுமையாகக் குறைந்துவிட்டால் வேதியியல் சிகிச்சை விரும்பிய விளைவைக் கொடுக்காது.
குறிப்பிட்ட புவியியல் மற்றும் தொழில்நுட்ப நிலைமைகளுக்கு ஏற்ப துளையிடும் திரவத்தின் பண்புகளை கொண்டு வருவதற்கான முக்கிய வழிமுறையாக இரசாயன சிகிச்சை உள்ளது. மிகவும் அரிதாக அறிமுகப்படுத்தப்பட்ட திசை நடவடிக்கைகளின் சேர்க்கைகள், சுற்றுச்சூழல் பாதுகாப்பானது மற்றும் பிற பொருட்களுடன் நன்கு இணைந்தால், விரும்பிய விளைவை அடைந்தால், அதிக விலையுயர்ந்த உலைகளின் பயன்பாடு அறிவுறுத்தப்படுகிறது.
வேதியியல் செயலாக்கம், ஏற்றத்தாழ்வு இழப்பீடு, அத்துடன் அதிவேக வட்டங்களின் மாற்றம் (சுயவிவர அளவீடு மற்றும் பேக்கலைட் செறிவூட்டல் தவிர) அனுமதிக்கப்படாது.
பருத்தி வளரும் மண்டலங்களின்படி வேதியியல் சிகிச்சைகள் மற்றும் நுண்ணுயிரியல் தயாரிப்புகள் வித்தியாசமாக பயன்படுத்தப்படுகின்றன.
வேதியியல் சிகிச்சையானது மேற்பரப்பு ஆக்ஸிஜனேற்றம் காரணமாக, துருவ குழுக்கள் (OH, CO, முதலியன) உருவாக்கப்படுவதை நோக்கமாகக் கொண்டுள்ளது, அவை வேதியியல் அல்லது பசைகளுடன் உறிஞ்சுதல் தொடர்பு கொள்ளக்கூடியவை. பாலியோல்ஃபின்களைப் பொறுத்தவரை, இத்தகைய எதிர்வினைகள் பல்வேறு குரோமியம் கலவைகள், பொட்டாசியம் பெர்மாங்கனேட், செறிவூட்டப்பட்ட சல்பூரிக் அமிலம் மற்றும் பிற ஆக்ஸிஜனேற்ற முகவர்கள். குறிப்பாக, ஒரு கலவையில் 70 - 100 சி வெப்பநிலையில் 1 - 10 நிமிடங்கள் பாலிஎதிலின்களை பதப்படுத்தும் போது நல்ல முடிவுகள் கிடைக்கும்: 50 கிராம் கே 2 சிஜி 207, 880 கிராம் 98% எச் 2 எஸ்ஒ 4 மற்றும் 70 கிராம் எச் 2 ஓ, அதைத் தொடர்ந்து தண்ணீரில் கழுவுதல்.
மக்காச்சோளம் பயிர்களில் வரிசை இடைவெளிகளை இயந்திர தளர்த்துவதை அடிக்கடி செய்ய வேண்டிய அவசியமில்லை என்பதை வேதியியல் சிகிச்சை காட்டுகிறது. களைக்கொல்லிகளின் பயன்பாடு, குறிப்பாக சிமாசைன் மற்றும் அட்ராசைன், கைமுறையான உழைப்பு செலவு இல்லாமல் சோள சாகுபடிக்கு முழுமையாக மாற உங்களை அனுமதிக்கிறது.
கூழ் ஆலைகளால் வெளியேற்றப்பட்ட பெரிய அளவிலான மதுபானங்களால் இந்த முறையின் பயன்பாடு சிக்கலானது, இதன் விளைவாக, கதிர்களின் அதிக நுகர்வு, அத்துடன் விளைந்த மழையின் பெரிய அளவு ஆகியவற்றால் வேதியியல் சிகிச்சை பரவலான பயன்பாட்டைப் பெறவில்லை.
முன் பொறிக்கப்பட்ட பில்லட்டுகளின் pH Зч-6 இல் நிக்கல் சல்பேட்டின் கரைசலில் வேதியியல் சிகிச்சை என்பது பற்சிப்பிக்கு எஃகு தயாரிக்கும் செயல்பாட்டில் மிக முக்கியமான செயல்பாடாகும். எஃகு மேற்பரப்பில் ஒரு நிக்கல் படம் உருவாகிறது, இது மண்ணை அல்லது NiO ஐக் கொண்ட பற்சிப்பி சுடும் போது ஒரு பிணைப்பு முகவராக செயல்படுகிறது. இருப்பினும், உற்பத்தி நிலைமைகளில் சாதகமான முடிவுகள் எப்போதும் அடையப்படுவதில்லை, எனவே இந்த சிகிச்சை அனைத்து தாவரங்களிலும் பயன்படுத்தப்படுவதில்லை.
செயலாக்கப்படும் பொருளைப் பொறுத்து வேதியியல் செயலாக்கம் கணிசமாக மாறுபடும்.
முன் பொறிக்கப்பட்ட பில்லட்டுகளின் pH 3b இல் நிக்கல் சல்பேட் கரைசலில் வேதியியல் சிகிச்சை என்பது பற்சிப்பிக்கு எஃகு தயாரிக்கும் தொழில்நுட்ப செயல்பாட்டில் மிக முக்கியமான செயல்பாடாகும். எஃகு மேற்பரப்பில் ஒரு நிக்கல் படம் உருவாகிறது, இது மண்ணை அல்லது NiO ஐக் கொண்ட பற்சிப்பி சுடும் போது ஒரு பிணைப்பு முகவராக செயல்படுகிறது. இருப்பினும், உற்பத்தி நிலைமைகளில் சாதகமான முடிவுகள் எப்போதும் அடையப்படுவதில்லை, எனவே இந்த சிகிச்சை எப்போதும் பயன்படுத்தப்படாது.
பூச்சிக்கொல்லிகளுடன் கூடிய இரசாயன சிகிச்சையானது பூர்வாங்க பரிசோதனைக்குப் பிறகும், அத்தகைய சிகிச்சையின் சரியான தன்மை குறித்த தாவர பாதுகாப்பு நிபுணரால் நிறுவப்பட்ட பின்னரும் மேற்கொள்ளப்பட வேண்டும். தேவையில்லாத பகுதிகளுக்கு பூச்சிக்கொல்லி சிகிச்சை தடைசெய்யப்பட்டுள்ளது. மண்ணில் பூச்சிக்கொல்லிகளை அறிமுகப்படுத்துதல், தாவரங்களின் சிகிச்சை மண்ணில் அவற்றின் பின்னணி உள்ளடக்கத்தை கணக்கில் எடுத்துக்கொள்வதன் மூலம் மருந்துகளின் மொத்த அளவு அதிகபட்சமாக அனுமதிக்கக்கூடிய அளவை விட அதிகமாக இருக்காது. பூச்சிக்கொல்லி சிகிச்சையானது நுகர்வுத் தரங்களை கட்டாயமாகக் கடைப்பிடிப்பது மற்றும் மருந்து பயன்படுத்துவதற்கான அதிர்வெண் ஆகியவற்றைக் கொண்டு சரியான நேரத்தில் மேற்கொள்ளப்படுகிறது.
வேதியியல் சிகிச்சை மாதிரி மற்றும் காட்டி நன்றாக கலப்பதை உறுதி செய்ய வேண்டும். இது மாதிரியைக் கரைப்பது அல்லது சிதைப்பது ஆகியவற்றைக் கொண்டுள்ளது மற்றும் மாதிரி உறுப்பு மற்றும் காட்டி ஆகியவற்றை ஒரே வேதியியல் சேர்மமாக மாற்றுவதும் அடங்கும். பின்வரும் இரண்டு அம்சங்களை கவனத்தில் கொள்ள வேண்டும்.
அல்ட்ராசவுண்ட் மற்றும் சுயாதீனமாக இணைந்து இரசாயன சிகிச்சையை திறம்பட பயன்படுத்தலாம்.
வேதியியல் செயலாக்கம் பொதுவாக சிக்கலான வடிவத்தின் தயாரிப்புகளுக்கு பயன்படுத்தப்படுகிறது, குறிப்பாக, பெரிய தயாரிப்புகள், பிற செயலாக்க முறைகள் பொருந்தாது. இது ஒரு கட்டுரையை (எல்.டி.பி.இ அல்லது எச்.டி.பி.இ யிலிருந்து) ஒரு பொறித்தல் கரைசலில் மூழ்கடிப்பதை உள்ளடக்குகிறது, எடுத்துக்காட்டாக, குரோமிக் அமிலம், பெர்மாங்கனேட், சல்பூரிக் அல்லது குளோரோசல்போனிக் அமிலம். அகச்சிவப்பு ஸ்பெக்ட்ரோஸ்கோபியைப் பயன்படுத்தும் ஆய்வுகள் எல்டிபிஇ விஷயத்தில் மேற்பரப்பில் குறிப்பிடத்தக்க வேதியியல் மாற்றங்களை வெளிப்படுத்துகின்றன, ஆனால் எச்டிபிஇ அல்லது பிபி அல்ல.
தண்ணீருக்கான 4% பென்டோனைட் இடைநீக்கத்தின் தலாம் வடிகட்டுதல் குறியீடுகளின் விகிதத்தின் சார்பு (G7K 10 8 105 s / m மற்றும் செறிவு மீது உலைகள் மற்றும் எலக்ட்ரோலைட்டுகளின் நீர் தீர்வுகள். / - GPAA. 2 - KMTS-500. 3 - USRM. 4 - Na2SiO3. - NaCI. 6 - KCI. 7 - CaCI2. 8 - MgCI2. | கயோலின் 20% இடைநீக்கத்தை வடிகட்டுவதற்கு முன் அசல் மேலோட்டங்களை பதப்படுத்திய பாலிமர் உலைகளின் செறிவு மீது மேலோடு வடிகட்டுதல் குறியீடு / 7K இன் சார்பு. 7 - ஜிபிஏஏ 2 - மெட்டாக்கள் 3 - KMTs-500. வேதியியல் செயலாக்கம் வடிகட்டி கேக்கில் உள்ள துளை சேனல்களின் மேற்பரப்பை மாற்றுவதை சாத்தியமாக்குகிறது. m வழக்கு, கட்டமைப்பு உருவாக்கும் கட்டத்தின் செயல்பாடு.
வேதியியல் செயலாக்கம் பாதரசத்தின் ஆக்சிஜனேற்றத்தை ஆக்ஸைடு அல்லது குளோரைடாக மாற்றுவதை அடிப்படையாகக் கொண்டது. இரும்பு குளோரைட்டின் 20% அக்வஸ் கரைசலுடன் பாதரசத்தின் தொடர்புகளை அடிப்படையாகக் கொண்ட ஒரு முறை எளிய மற்றும் நம்பகமான ஒன்றாக கருதப்படுகிறது. சிகிச்சையளிக்கப்பட வேண்டிய மேற்பரப்பு ஒரு கரைசலுடன் ஏராளமாக ஈரப்படுத்தப்பட்டு, பாதரசத்தை சிறப்பாக குழம்பாக்க தூரிகை மூலம் பல முறை துடைக்கப்படுகிறது, பின்னர் முழுமையாக உலர விடப்படுகிறது.
வேதியியல் செயலாக்கம் டிக்ரீசிங் மற்றும் ஊறுகாய் செயல்பாடுகளைக் கொண்டுள்ளது.
குறைக்கடத்தி சாதனங்களின் உற்பத்தியில் பொருட்களின் வேதியியல் செயலாக்கம் பொதுவாக அமிலங்கள் மற்றும் காரங்கள் மற்றும் கரிம கரைப்பான்களின் நீர் தீர்வுகளுடன் மேற்கொள்ளப்படுகிறது. கருவியின் இறுதி சட்டசபை நடவடிக்கைகளை நாம் அணுகும்போது, \u200b\u200bநீர் மற்றும் ரசாயனங்களின் தூய்மை குறித்து அதிக கவனம் செலுத்தப்பட வேண்டும்.
வேதியியல் கழிவு சுத்திகரிப்பு என்பது பிரித்தல் போன்ற பிற சாத்தியமான சிகிச்சை முறைகளுடன் இணைந்து பயன்படுத்தப்பட வேண்டும்.
வெனீரின் வேதியியல் செயலாக்கம் குளியல் தொட்டிகளில் (படம் 46) மேற்கொள்ளப்படுகிறது, இது நீராவி மற்றும் சுருக்கப்பட்ட காற்றை வழங்குவதற்கான சுருள்களைக் கொண்டுள்ளது. ஒரு ஆல்காலி கரைசல் அதன் மேற்பரப்பில் சுதந்திரமாக ஊடுருவிச் செல்லும் வகையில் வெனீர் குளியல் வைக்கப்படுகிறது.
வேனரின் ரசாயன செயலாக்கத்திற்கான குளியல் தொட்டி. வெனீரின் வேதியியல் செயலாக்கம் குளியல் தொட்டிகளில் (படம் 103) மேற்கொள்ளப்படுகிறது, இது நீராவி மற்றும் சுருக்கப்பட்ட காற்றை வழங்குவதற்கான சுருள்களைக் கொண்டுள்ளது. ஒரு ஆல்காலி கரைசல் அதன் மேற்பரப்பில் சுதந்திரமாக ஊடுருவிச் செல்லும் வகையில் வெனீர் குளியல் வைக்கப்படுகிறது.
கண்ணாடியின் வேதியியல் செயலாக்கம் மேற்பரப்பு அடுக்கில் இருக்கும் குறைபாடுகளை அகற்றுவதை நோக்கமாகக் கொண்டுள்ளது. ஹைட்ரோஃப்ளூரிக் அமிலத்துடன் 50 முதல் 150 மைக்ரான் ஆழத்திற்கு மேற்பரப்பை பொறிப்பதன் மூலம் இது செய்யப்படுகிறது, இது குறைபாடுகளை குணமாக்கும் என்று தோன்றும் ஆர்கனோசிலிகான் திரவங்களுடன் சிகிச்சையளிக்கிறது.
ஆல்கஹால் வேதியியல் சிகிச்சை என்பது ஒரு துணை அறுவை சிகிச்சையாகும், இது திருத்துவதன் மூலம் தனிமைப்படுத்த கடினமாக இருக்கும் அசுத்தங்களிலிருந்து ஆல்கஹால் சுத்தம் செய்ய உதவுகிறது. ரசாயன சுத்திகரிப்பு அமிலங்கள், எஸ்டர்கள், ஆல்டிஹைடுகள் மற்றும் நிறைவுறா கலவைகளை கச்சாவிலிருந்து அகற்ற வடிவமைக்கப்பட்டுள்ளது.
வேதியியல் சிகிச்சைகள் நேரம் மற்றும் பணத்தின் குறைந்த செலவில் விரைவான வருவாயைக் கொடுக்கும், ஆனால் மற்ற எல்லா முறைகளும் நேர்மறையான விளைவைக் கொடுக்காதபோது அவற்றைப் பயன்படுத்துவது நல்லது. இந்த அணுகுமுறையானது தாவரங்களைப் பாதுகாக்கப் பயன்படுத்தப்படும் ரசாயனங்கள், குறிப்பாக நியாயமற்ற முறையில் பயன்படுத்தப்படும்போது, \u200b\u200bஉணவுப் பொருட்களையும் சுற்றுச்சூழலையும் மாசுபடுத்துகிறது. ரசாயனங்களைப் பயன்படுத்துவதில் எச்சரிக்கையும் காட்டப்பட வேண்டும், ஏனெனில் அவற்றில் பலவற்றின் சூடான இரத்தம் கொண்ட உயிரினங்களின் தாக்கம் இன்னும் போதுமான அளவில் ஆய்வு செய்யப்படவில்லை.
முதன்மை சிகிச்சையின் போது பெறப்பட்ட கரைசலின் பண்புகளை பராமரிப்பதே இரண்டாம் நிலை இரசாயன சிகிச்சை ஆகும். துளையிடும் போது துளையிடும் திரவத்தின் பண்புகளில் ஏற்படும் மாற்றங்கள், கரைசலில் கடந்து செல்லக்கூடிய பாறைகளின் செல்வாக்கின் தன்மை, நிலத்தடி நீரின் உப்புத்தன்மையின் அளவு மற்றும் பல காரணிகளால் தீர்மானிக்கப்படுகிறது, மீண்டும் மீண்டும் இரண்டாம் நிலை சிகிச்சை தேவைப்படலாம். கூடுதல் இரண்டாம் நிலை செயலாக்கம் தேவைப்படும் இடைவெளி தீர்வின் பண்புகளில் ஏற்படும் மாற்றத்தின் தீவிரத்தினால் தீர்மானிக்கப்படுகிறது.
வேதியியல் ரீதியாக செயலில் உள்ள உலைகளின் (ஹைட்ரோகுளோரிக் அமிலம், களிமண் அமிலம், முதலியன) தீர்வுகளை உட்செலுத்துவதும், நீர்த்தேக்கத்தின் தாது எலும்புக்கூடு மற்றும் துளை இடத்தை நிரப்பும் பொருளுடன் அவற்றின் வேதியியல் தொடர்பு என்பதும் உருவாக்கத்தின் வேதியியல் சிகிச்சையில் அடங்கும்.
நிலத்தின் வேதியியல் சிகிச்சை அல்லது அதன் வேதியியல் செயலாக்கம் நீர்த்த ஹைட்ரோகுளோரிக் அல்லது சல்பூரிக் அமிலத்துடன் கிளறி அவற்றின் தொடர்ச்சியான வெப்பத்தில் உள்ளது.
பிற செயலாக்க முறைகளில், இது இந்த துறையில் பரவலாக பயன்படுத்தப்படுகிறது. உலோகத்தின் வேதியியல் செயலாக்கம். இந்த முறை உலோக மேற்பரப்பில் இருந்து பணிப்பக்கப் பொருளின் ஒரு அடுக்கை வலியின்றி அகற்ற அனுமதிக்கிறது. தேவையான இரசாயன எதிர்வினைகளை மேற்கொள்வதில் இந்த செயல்முறை உள்ளது. கண்காட்சி கண்காட்சியில் அது விரிவாக வழங்கப்படுகிறது.
உலோக மேற்பரப்புகளின் இரசாயன சிகிச்சையின் முறைகள் பற்றிய பல்வேறு மற்றும் விளக்கம்
ஒவ்வொரு வழிகளும் இரசாயன உலோக செயலாக்கம் இது சில நன்மைகளைக் கொண்டுள்ளது. உலோகத்தின் மீது இரசாயன தாக்குதலின் செயல்முறை குறைந்த அழுத்தத்தின் கீழ் கரைசலை ஜெட் வழங்குவதற்கான நிலைமைகளில் மேற்கொள்ளப்படுகிறது. இந்த முறை தெளித்தல் என்று அழைக்கப்படுகிறது. இதனுடன், வேதியியல் எதிர்வினைகளைப் பயன்படுத்தி பின்வரும் செயலாக்க முறைகள் பயன்படுத்தப்படுகின்றன: மூழ்கியது, நீராவி சிகிச்சை, வாட்டர்ஜெட் தாவரங்களைப் பயன்படுத்தி சிகிச்சை.
உலோக மேற்பரப்புகளின் வேதியியல் சிகிச்சையின் செயல்முறை
உலோக மேற்பரப்பு தயாரித்தல் சிறப்பு சாதனங்களால் செய்யப்படுகிறது - இரசாயன தயாரிப்பு அலகுகள் (AHPP). வேதியியல் வெளிப்பாட்டின் முறையை தீர்மானிக்கும்போது, \u200b\u200bஉற்பத்தித் திட்டங்களின் விதிமுறைகள், தனிப்பட்ட பகுதிகளின் உள்ளமைவு மற்றும் பரிமாணங்கள் பற்றிய தரவு, நிறுவனத்தின் ஒன்று அல்லது மற்றொரு பணித் துறையின் தனிப்பட்ட வேறுபாடுகள் கணக்கில் எடுத்துக்கொள்ளப்படுகின்றன.
டெட்லாக் அல்லது பத்தியின் வழிமுறைகளில் பயன்படுத்தப்படும் உலோகப் பொருட்களின் செயலாக்கத்தில் தெளித்தல் முறை பயன்படுத்தப்படுகிறது. அதிக அளவிலான இயக்க நேரத்தை அவர்களுக்கு வழங்குவதற்காக AHPP வாக்-த்ரோக்களுக்கு அதிக விருப்பம் துல்லியமாக வழங்கப்படுகிறது. தொடர்ச்சியான செயல்பாட்டில் இந்த சாதனங்களைப் பயன்படுத்த அனுமதித்தது. செயலாக்கத்தின் இந்த நன்மையானது மேற்பரப்பை தயாரிப்பதிலும், உலோக மேற்பரப்பை வரைவதிலும் ஒரு வகை கன்வேயர் சாதனத்தைப் பயன்படுத்துவதாகும்.
மூழ்குவதன் மூலம் மேற்பரப்புகளைச் செயலாக்கும்போது, \u200b\u200bஒரு குறிப்பிட்ட வரிசையில் ஏற்பாடு செய்யப்பட்டுள்ள தனித்தனி கொள்கலன்களின் தொடர் வடிவத்தில் வேதியியல் தயாரிப்பு சாதனங்கள் ஒரு வேலை மண்டலத்துடன் பயன்படுத்தப்படுகின்றன. இத்தகைய தாவரங்கள் சிறப்பு கலவை வழிமுறைகள், உலர்த்தும் பெட்டிக்கு வழிவகுக்கும் குழாய்களால் செய்யப்பட்ட வயரிங், அத்துடன் ஒரு கன்வேயர் சாதனம் ஆகியவற்றைக் கொண்டுள்ளன. செயலாக்க வேண்டிய உலோக பாகங்கள் ஆரம்பத்தில் AHFP மண்டலத்திற்குள் நுழைகின்றன. வெளியீட்டில், முடிக்கப்பட்ட தயாரிப்புகள் பெறப்படுகின்றன, பின்னர் அவை ஒரு ஏற்றம், கிரேன் கற்றை அல்லது தானியங்கி ஆபரேட்டர் ஆகியவற்றைப் பயன்படுத்தி கிடங்கிற்குச் செல்கின்றன.
நீராவி-ஜெட் உலோக செயலாக்க முறை சில அம்சங்களைக் கொண்டுள்ளது. பெரிய பரிமாணங்களைக் கொண்ட பாகங்கள் அல்லது வழிமுறைகளை ஓவியம் தீட்டும் நோக்கத்திற்காக இது முக்கியமாகப் பயன்படுத்தப்படுகிறது.
தயாரிப்பைத் தயாரிக்க, கிரீஸிலிருந்து அதன் மேற்பரப்பை முழுமையாக சுத்தம் செய்வது அவசியம். இதற்கு இணையாக, சிகிச்சையளிக்கப்பட்ட தளத்தின் உருவமற்ற பாஸ்பேட்டிங் செயல்முறை நடைபெறுகிறது. உலோக செயலாக்க பணிகள் ஒரு ஆபரேட்டரால் கைமுறையாக மேற்கொள்ளப்படுகின்றன, அவர் நீராவி-நீர் வெகுஜனத்தை சமமாக தெளிப்பதற்காக ஒரு சிறப்பு பீப்பாயைப் பயன்படுத்தி தெளிப்பார். இந்த செயல்முறையின் வெப்பநிலை ஆட்சி 140 டிகிரி செல்சியஸுடன் ஒத்திருக்க வேண்டும். தெளிக்கும் போது, \u200b\u200bதேவையான ரசாயன கூறுகள் கரைசலில் சேர்க்கப்படுகின்றன.
இந்த வழியில் உலோகத்தை செயலாக்கும்போது, \u200b\u200bஇரண்டு வகையான உபகரணங்கள் பயன்படுத்தப்படுகின்றன: நிலையான, வெப்பமூட்டும் நீராவியின் விநியோக அழுத்தம் 5 வளிமண்டலங்களை அடைகிறது, மற்றும் மொபைல்.
உலோக இரசாயன சிகிச்சையின் நோக்கம் அதன் வலிமை குறிகாட்டிகளின் அதிகரிப்பு, அத்துடன் உற்பத்தியின் அரிப்பு எதிர்ப்பு பாதுகாப்பு. இது சாதனத்தின் ஆயுளை அதிகரிக்கிறது.
உலோக மேற்பரப்புகளின் வேதியியல் சிகிச்சையின் முக்கிய நன்மைகள் பின்வருமாறு:
- வேதியியல் எதிர்வினைகள் விரைவாக ஏற்படுவதால் அதிக செயல்திறன்;
- ஒரு பிசுபிசுப்பு அல்லது குறிப்பாக கடினமான கட்டமைப்பைக் கொண்ட செயலாக்க பொருட்களின் கிடைக்கும் தன்மை;
- பொருள் மீது இயந்திர அல்லது வெப்ப விளைவுகளை விலக்குதல்.
வேதியியல் வெளிப்பாட்டின் பொதுவான முறைகளில் ஒன்று ஆழமான பொறிப்பு என்று கருதப்படுகிறது. இந்த செயல்முறை கெமிக்கல் மில்லிங் என்றும் அழைக்கப்படுகிறது. அதன் பயன்பாட்டின் புலங்கள் மெல்லிய உலோகத்தால் செய்யப்பட்ட பகுதிகளின் மேற்பரப்புகள், சிக்கலான வடிவம், அதிக எண்ணிக்கையிலான சிறிய பகுதிகளை செயலாக்க வேண்டிய அவசியம். உலோக மேற்பரப்புகளின் இந்த வகை செயலாக்கம் தொழில்துறை உற்பத்தியின் பல்வேறு பகுதிகளில் பயன்படுத்தப்படுகிறது. இந்த தலைப்புக்கு அர்ப்பணிக்கப்பட்ட கண்காட்சியில் முழு செயல்முறையையும் படிக்கலாம்.
எஃகு வெப்ப சிகிச்சை, இதன் விளைவாக மேற்பரப்பு அடுக்குகளின் வேதியியல் கலவை மாறுகிறது, இது வேதியியல்-வெப்ப சிகிச்சை என்று அழைக்கப்படுகிறது. தயாரிப்பு விசேஷமாக தேர்ந்தெடுக்கப்பட்ட ஊடகத்தில் சூடேற்றப்படுகிறது மற்றும் மேற்பரப்பின் வேதியியல் கலவையில் மாற்றம் ஏற்படுகிறது, ஏனெனில் இந்த பொருளின் அணுக்களை எஃகு படிக லட்டுக்குள் மாற்றுவதும் அறிமுகப்படுத்துவதும் காரணமாகிறது.
தொடர்புக்கு வரும்போது ஒரு பொருளை இன்னொருவருக்குள் ஊடுருவுவதற்கான செயல்முறை பரவல் என்று அழைக்கப்படுகிறது. தயாரிப்பு வெப்பமடையும் சூழலைப் பொறுத்து, பல வகையான இரசாயன-வெப்ப சிகிச்சைகள் உள்ளன. தொழில்துறையில் அவற்றில் மிகவும் பொதுவானவை: சிமென்டேஷன், நைட்ரைடிங் மற்றும் சயனைடேஷன்.
ஒட்டும்
உலோகத்தின் மேற்பரப்பு அடுக்கை கார்பனுடன் நிறைவு செய்வதில் சிமென்டேஷன் செயல்முறை உள்ளது. ஒழுங்காக நடத்தப்பட்ட சிமென்டேஷன் ஆட்சியின் பின்னர் உலோகத்தின் மேற்பரப்பில் உள்ள கார்பனின் அளவு 0.9-1.0% ஆக இருக்க வேண்டும். லேசான எஃகு பொருட்கள் சிமென்ட் செய்யப்படுகின்றன. கடினப்படுத்திய பின் சிமென்ட் செய்யப்பட்ட பொருட்கள் மேற்பரப்பு அடுக்கின் மிக உயர்ந்த கடினத்தன்மையைப் பெறுகின்றன, அதே நேரத்தில் மென்மையான, பிசுபிசுப்பு மையத்தை பராமரிக்கின்றன. உராய்வு மற்றும் ஒரே நேரத்தில் தாக்கம் அல்லது முறுக்குதல் (கியர்ஸ், ஸ்பிண்டில்ஸ், பிஸ்டன் பின்ஸ் போன்றவை) வேலை செய்யும் இயந்திரங்களின் பகுதிகளுக்கு இந்த கலவையானது மிகவும் முக்கியத்துவம் வாய்ந்தது. சிமென்ட் செய்யப்பட்ட பகுதிகளின் கடினமான மேற்பரப்பு சிராய்ப்பை நன்கு எதிர்க்கிறது, மேலும் பிசுபிசுப்பு மையமானது தாக்கங்களின் போது உடைவதிலிருந்து பாதுகாக்கிறது.
கருவி உற்பத்தியில், அளவீட்டு கருவிகள், சாதனங்கள், சில வகையான பெருகிவரும் கருவிகள் போன்றவற்றை தயாரிப்பதில் சிமென்டேஷன் பயன்படுத்தப்படுகிறது.
சிமென்டேஷனுக்கு, 0.25% வரை கார்பன் உள்ளடக்கம் கொண்ட கார்பன் எஃகு மற்றும் அலாய் கட்டமைப்பு எஃகு பயன்படுத்தப்படுகின்றன. சிக்கலான வடிவத்தின் நீண்ட மெல்லிய பகுதிகள், குறைந்த கார்பன் வரம்பைக் கொண்ட எஃகு மற்றும் எளிய சிக்கலற்ற வடிவத்தின் பாரிய பகுதிகளை உருவாக்க வேண்டும், இதில் வலுவான கோர் தேவைப்படுகிறது - கார்பனின் மேல் வரம்புடன், சில சந்தர்ப்பங்களில், அதன் உள்ளடக்கத்தை 0.3 ஆகக் கொண்டுவருகிறது 0.35%.
திட, வாயு மற்றும் (அரிதாக) திரவ ஊடகங்களில் சிமென்ட் எஃகு அவற்றின் கார்பனைத் தரும். இந்த சூழல்கள் கார்பூரைசர்கள் என்று அழைக்கப்படுகின்றன.
திட கார்பூரேட்டரில் சிமென்டேஷன். கார்போனிக் உப்புகள் (பேரியம் கார்பனேட், சோடியம் கார்பனேட், கால்சியம் கார்பனேட்) கொண்ட கரியின் கலவையானது தொழில்துறையில் திட கார்பூரேட்டராக பரவலாகப் பயன்படுத்தப்படுகிறது.
கார்பூரைசரைத் தயாரிக்க, நிலக்கரி 3-10 மிமீ அளவுள்ள துண்டுகளாக நசுக்கப்பட்டு தூசியை அகற்ற சல்லடை செய்யப்படுகிறது. மென்மையான பாறைகளிலிருந்து நிலக்கரி விரைவாக எரிகிறது என்பதால் நிலக்கரி ஓக் அல்லது பிர்ச்சில் பயன்படுத்தப்படுகிறது. கார்பனேட் உப்புகள் துளையிடப்பட்டு நன்றாக சல்லடை மூலம் சல்லடை செய்யப்படுகின்றன.
முதல் வழி, இதில் மிகவும் சீரான கலவை பெறப்படுவது பின்வருமாறு: உப்பு நீரில் கரைக்கப்படுகிறது, நிலக்கரி இந்த கரைசலுடன் ஊற்றப்பட்டு, கலக்கப்பட்டு உலர்த்தப்படுகிறது. அனுமதிக்கப்பட்ட ஈரப்பதம் 5-7%.
இரண்டாவது முறை நிலக்கரி மற்றும் உப்பு ஆகியவற்றை உலர்ந்த வடிவத்தில் முழுமையாக கலப்பதில் அடங்கும். மோசமாக கலந்த கார்பூரைசர் ஒரு சீரற்ற சிமென்டேஷன் அடுக்கைக் கொடுக்கிறது.
பல தொழிற்சாலைகள் நிலக்கரி மற்றும் பல வகையான கார்போனிக் உப்புகளிலிருந்து பாண்டியுஜ்ஸ்கி ஆலையால் தயாரிக்கப்பட்ட ஆயத்த கார்பூரைசரைப் பயன்படுத்துகின்றன. தொழிற்சாலைகளால் அவற்றின் தேவைகளுக்காக தயாரிக்கப்படும் கார்பூரேட்டர்கள் பொதுவாக 85-90% கரியையும், 10-15% சோடியம் கார்பனேட் (சோடா சாம்பல்) எடையையும் கொண்டிருக்கும். சிமென்டேஷனுக்கு, 20-30% புதிய கார்பூரைசர் மற்றும் 70-80% செலவிடப்பட்ட கலவை பயன்படுத்தப்படுகிறது. சில தொழிற்சாலைகளில், நிலக்கரிக்கு பதிலாக மரத்தூள் பயன்படுத்தப்படுகிறது, கார்பனேற்றப்பட்ட எலும்பு, தோல் போன்றவை கார்பரேட்டரில் சேர்க்கப்படுகின்றன.ஆனால், இந்த சேர்க்கைகள் அனைத்தும், அதே போல் நிலக்கரியை மரத்தூள் மூலம் மாற்றுவதும் சிமென்டேஷனின் தரத்தை பாதிக்கிறது.
சிமென்டேஷனுக்காக வழங்கப்பட்ட பாகங்கள் உலர்ந்ததாகவும், அளவு, துரு, அழுக்கு, எண்ணெய், சில்லுகள் போன்றவையாகவும் இருக்க வேண்டும்.
சிமென்டேஷனுக்கு உட்பட்ட பொருட்களின் மேற்பரப்புகளின் பாதுகாப்பு. தொழில்நுட்ப நிலைமைகளின் கீழ் சிமென்ட் செய்யப்படாத பாகங்கள் பின்வரும் வழிகளில் கார்பூரைசேஷனில் இருந்து பாதுகாக்கப்படுகின்றன:
1. வெட்டுவதன் மூலம் பதப்படுத்தப்பட்ட தயாரிப்புகளில் ஒரு கொடுப்பனவை விட்டு விடுங்கள். சிமென்டேஷனுக்கு உட்பட்ட இடங்களில், சிமென்டேஷனின் குறிப்பிட்ட ஆழத்தை விட அதிகமான கொடுப்பனவை விடுங்கள். தணிக்கும் முன், இந்த கொடுப்பனவு கணினியில் அகற்றப்படும்.
2. பிளாஸ்டர் பயன்பாடு. சிமென்டேஷனுக்கு உட்பட்ட இடங்களுக்கு பூச்சு பயன்படுத்தப்படுவதால், பின்வருபவை பயன்படுத்தப்படுகின்றன: அ) திரவ கண்ணாடியுடன் கலந்த களிமண்; b) களிமண், மணல் மற்றும் கல்நார் அபராதம் ஆகியவற்றின் கலவை, திரவக் கண்ணாடியில் கலக்கப்படுகிறது; c) வெப்ப-இன்சுலேடிங் பவுடர் அல்லது குவார்ட்ஸ் மணல் (75%) மற்றும் சிறந்த அளவு (25%) ஆகியவற்றின் கலவை, 1 x 1 மிமீ கண்ணி கொண்ட ஒரு சல்லடை மூலம் பிரிக்கப்படுகிறது.
3. செப்பு முலாம். கார்பூரைசேஷனுக்கு உட்பட்ட பகுதிகள் 0.03-0.04 மிமீ தடிமன் கொண்ட செப்பு அடுக்குடன் மூடப்பட்டுள்ளன. இந்த முறைக்கு சிறப்பு கால்வனிக் உபகரணங்கள் தேவை.
4. பாஸ்பேட்டிங். சிமெண்ட் செய்யப்பட வேண்டிய இடங்கள் ஒரு ஜப்பான்-வார்னிஷ் உடன் பூசப்பட்டவை, அதன் பிறகு பாஸ்போரிக் பாஸ்பேட்டுகளின் சூடான நீர்வாழ் கரைசலுடன் ஒரு குளியல் தயாரிப்பு முழுமையாக மூழ்கியுள்ளது, அதே நேரத்தில் பொருட்களின் வெளிப்படுத்தப்படாத இடங்கள் பாஸ்பேட் செய்யப்படுகின்றன, அவை கரைசலின் மேற்பரப்பில் குமிழ்கள் வெளியிடுவதன் மூலம் அவதானிக்கப்படுகின்றன. குமிழ்கள் வெளியிடுவதை நிறுத்துவது பாஸ்பேட்டிங் முடிவைக் குறிக்கிறது. செயல்முறை எளிய மற்றும் நம்பகமானது.
சிமென்ட் செய்யப்பட வேண்டிய பாகங்கள் கார்பூரைசர் கொண்ட பெட்டிகளில் நிரம்பியுள்ளன. பெட்டிகள் சிறந்த பகுதிகளின் வடிவத்தில் தயாரிக்கப்படுகின்றன. இது கிரேட்சுகளை வெப்பமயமாக்குவதற்கான நேரத்தைக் குறைக்கிறது மற்றும் சிமென்ட் அடுக்கின் தரத்தை மேம்படுத்துகிறது. இருப்பினும், பெரிய அளவிலான பகுதிகளை சிமென்ட் செய்யும் போது மட்டுமே இதுபோன்ற பெட்டிகளை உருவாக்குவது பகுத்தறிவு. மற்ற எல்லா நிகழ்வுகளிலும், பெட்டிகள் சுற்று, சதுரம் அல்லது செவ்வகமாக செய்யப்படுகின்றன, அவற்றின் அளவுகள் உலைகளின் அளவு மற்றும் அவற்றில் ஏற்றப்பட்ட பொருட்களின் எண்ணிக்கையைப் பொறுத்து தேர்ந்தெடுக்கப்படுகின்றன.
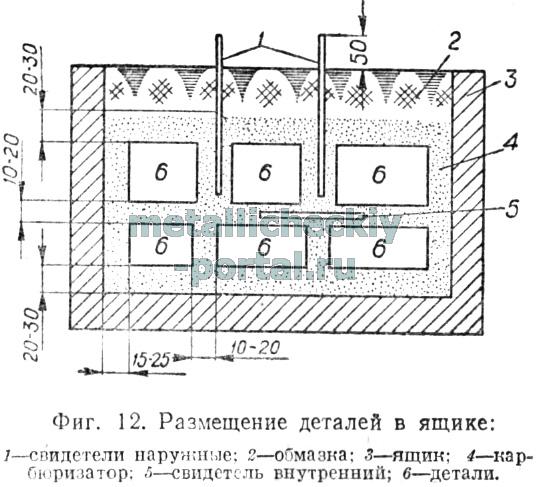
சராசரி அளவு 250 x 500 x X 300 மிமீ உலைகளில் சிமென்டேஷனின் போது 4 முதல் 8 மிமீ பொருள் தடிமன் கொண்ட பெட்டிகளின் மிகப்பெரிய அளவு. பெட்டிகளுக்கான பொருள் வெப்ப-எதிர்ப்பு எஃகு, மற்றும் அது இல்லாத நிலையில், சாதாரண லேசான எஃகு. பெட்டிகளில் பாகங்களை பேக் செய்யும் போது, \u200b\u200bபகுதிகளுக்கு இடையிலான தூரம் 10-20 மி.மீ ஆகவும், பாகங்கள் மற்றும் கீழ் 20-30 மி.மீ இடையிலும் இருக்க வேண்டும் (படம் 12).
பாகங்கள் பொதி செய்யும் போது, \u200b\u200bகார்பூரைசர் அடர்த்தியாக கச்சிதமாக இருக்கும், மேலும் மேலே உள்ள பெட்டி களிமண்ணின் இரண்டு பாகங்கள் மற்றும் நதி மணலின் ஒரு பகுதி கலவையுடன் பூசப்பட்டு, தண்ணீரில் நீர்த்துப்போகும் நிலைக்கு நீர்த்தப்படுகிறது. சிமென்டேஷனின் ஆழத்தைத் தீர்மானிக்க சாட்சிகள் ஒரு பெட்டியில் வைக்கப்படுகிறார்கள்: ஒன்று கட்டுப்பாட்டு மாஸ்டருக்கு வழங்குவதற்கான தொகுப்பின் உள்ளே, மற்றும் இரண்டு வெளிப்புறங்களை தொழிலாளர்களால் கட்டுப்படுத்த. சாட்சிகள் 8-12 மிமீ விட்டம் கொண்ட எஃகு தரம் 15 அல்லது 20 ஆல் செய்யப்படுகின்றன.
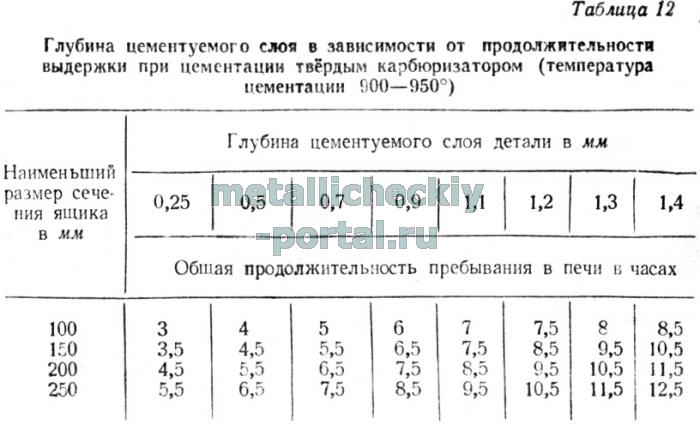
சிமென்டேஷனின் தொழில்நுட்ப செயல்முறை. பெட்டிகளை அடுப்பில் ஏற்றுவதற்கு முன், அது பூசாமல் இருக்க பூச்சு உலர வேண்டியது அவசியம். 900 - 950 to வரை சூடாக்கப்பட்ட உலையில் பதிவிறக்கவும். குளிர்ந்த பெட்டிகளை அடுப்பில் ஏற்றுவதன் விளைவாக, பிந்தைய வெப்பநிலை ஓரளவு குறையும். 780-800 of வெப்பநிலையில் உற்பத்தி செய்ய பெட்டிகளை சூடாக்குவதன் மூலம். வெப்பத்தின் கிட்டத்தட்ட முடிவு அடுப்பு தட்டின் நிறத்தால் தீர்மானிக்கப்படுகிறது; போதிய வெப்பத்துடன், பெட்டியின் கீழ் தட்டு இருட்டாக இருக்கும், மற்றும் முழு வெப்பத்துடன், கீழ் தட்டின் நிறம் எல்லா இடங்களிலும் ஒரே மாதிரியாக இருக்கும். 780-800 of வெப்பநிலையில் கிரேட்சுகளை சூடேற்றிய பிறகு, வெப்பநிலை விரைவாக 900 - 950 to ஆக உயர்த்தப்பட்டு சிமென்டேஷன் செயல்முறை மேற்கொள்ளப்படுகிறது. உலைகளை உலைக்குள் வைத்த உடனேயே கார்பைசிங் வெப்பநிலைக்கு விரைவாக வெப்பப்படுத்துவது பரிந்துரைக்கப்படவில்லை, ஏனெனில் மையத்திற்கும் கூண்டின் விளிம்புகளுக்கும் இடையில் பெரிய வெப்பநிலை வேறுபாடு இருப்பதால், சிமென்டேஷன் வித்தியாசமாக இருக்கும். சிமென்ட் செய்யப்பட்ட அடுக்கின் ஆழத்தைப் பொறுத்து வெளிப்பாடு நேரம் அட்டவணையில் கொடுக்கப்பட்டுள்ளது. 12.
சிமென்டேஷன் செயல்முறையின் முடிவு ஒரு அனுபவமுள்ள சாட்சியின் முறிவால் தீர்மானிக்கப்படுகிறது. சாட்சிகளில் ஒருவர் பெட்டியிலிருந்து வெளியே எடுக்கப்பட்டு, சிமென்டேஷன் நிறைவடையும் என்று எதிர்பார்க்கப்படுவதற்கு ஒரு மணி நேரத்திற்கு முன்பே, மற்றும் இரண்டாவது - இறக்கும் நேரத்தில்.
சிமென்ட் அடுக்கின் ஆழம் 100 செ.மீ 3 ஆல்கஹால், 1 செ.மீ 3 ஹைட்ரோகுளோரிக் அமிலம் மற்றும் 2 கிராம் காப்பர் குளோரைடு ஆகியவற்றைக் கொண்ட ஒரு மறுஉருவாக்கத்துடன் முறிந்த கடினப்படுத்தப்பட்ட சாட்சியை பொறிப்பதன் மூலம் தீர்மானிக்கப்படுகிறது.
பொறிக்கும் நேரம் ஒரு நிமிடம். சிமென்ட் இல்லாத பகுதிகள் தாமிரத்தால் மூடப்பட்டுள்ளன.
காற்றில் கார்பூரைஸ் செய்த பிறகு பெட்டிகள் குளிரப்படுகின்றன. சூடான பெட்டிகளைத் திறக்க பரிந்துரைக்கப்படவில்லை, ஏனெனில் இது தீ பாதுகாப்பானது அல்ல, கார்பூரைசர் குறைவாகவே பயன்படுத்தப்படவில்லை.
எரிவாயு சிமென்டேஷன்
சோவியத் விஞ்ஞானிகளான என். ஏ. மின்கேவிச், எஸ். கே. இலின்ஸ்கி மற்றும் வி. ஐ. ஆகியோரால் உருவாக்கப்பட்ட வாயு சிமென்டேஷன் செயல்முறை கார்பன் கொண்ட வாயுக்களின் வளிமண்டலத்தில் பாகங்களை வெப்பப்படுத்துவதன் மூலம் மேற்கொள்ளப்படுகிறது. ஒரு திட கார்பூரேட்டரில் சிமென்ட்டுடன் ஒப்பிடும்போது, \u200b\u200bஒரு எரிவாயு கார்பூரேட்டரில் சிமென்டிங் செய்வது பின்வரும் நன்மைகளைக் கொண்டுள்ளது: ஒரு கார்பூரேட்டரைத் தயாரிக்க வேண்டிய அவசியமில்லை; உலையில் உள்ள பகுதிகளுடன் பெட்டியால் செலவிடப்படும் நேரம் குறைக்கப்படுகிறது; தேவையான பணியாளர்கள் மற்றும் பட்டறை இடத்தின் அளவு குறைக்கப்படுகிறது மற்றும் பணி நிலைமைகள் கணிசமாக மேம்படுத்தப்படுகின்றன. சிமென்ட் செய்யப்பட வேண்டிய பாகங்கள் 900–950 to வரை சூடுபடுத்தப்பட்ட உலை மஃப்பில் வைக்கப்பட்டு, ஹெர்மெட்டிகலாக மூடப்பட்டு, எரிவாயு வழங்கப்படுகிறது.
வாயு சிமென்டேஷனுக்கு, பின்வருபவை பயன்படுத்தப்படுகின்றன: 1) இயற்கை எரிவாயு (தஷாவ்ஸ்க், சரடோவ், அசோவ்); 2) செயற்கை வாயு; 3) ஜெனரேட்டர் வாயு போன்றவை.
செயற்கை வாயுக்களில், பெட்ரோலிய பொருட்களின் சிதைவால் தயாரிக்கப்பட்ட வாயு மிகப் பெரிய பயன்பாட்டைப் பெற்றுள்ளது. வாயு தயாரிக்கும் செயல்முறை பின்வருமாறு: மண்ணெண்ணெய் ஒரு சூடான எஃகு பாத்திரத்தில் கீழ்தோன்றப்படுகிறது, அங்கு அது வாயுக்களின் கலவையாக சிதைகிறது (சிதைவு செயல்முறை பைரோலிசிஸ் என்று அழைக்கப்படுகிறது). பைரோலிசிஸ் வாயுவின் ஒரு பகுதி கூடுதல் செயலாக்கத்திற்கு உட்படுத்தப்படுகிறது - விரிசல் செயல்முறை, இதில் ஒரு பைரோலிசிஸ் வாயுவைக் கொண்டு சிமென்ட் செய்வது பகுதிகளில் அடர்த்தியான சூட் வைப்புகளை உருவாக்குகிறது, ஒரு சிறிய சிமென்டேஷன் ஆழம் போன்றவை. 40% பைரோலிசிஸ் வாயு மற்றும் 60 கலவை சிமென்டேஷனுக்கு பயன்படுத்தப்படுகிறது. % கிராக் வாயு.
சிமென்ட் செய்யப்பட்ட பொருட்களின் வெப்ப சிகிச்சை
சிமென்ட் செய்யப்பட்ட பாகங்கள் கடினமாக்கப்பட்டு மென்மையாக இருக்கும். தணித்தல் இரட்டை அல்லது ஒற்றை செய்யப்படுகிறது. இரட்டை கடினப்படுத்துதலுடன், முதலாவது மையத்தின் கட்டமைப்பை மேம்படுத்த 860-900 of வெப்பநிலையிலும், இரண்டாவதாக 760-800 of வெப்பநிலையிலும் உற்பத்தி செய்யப்படுகிறது.
சில தாவரங்கள் 760-800 of வெப்பநிலையில் ஒற்றை கடினப்படுத்துதலை உருவாக்குவது பகுத்தறிவு என்று கருதுகின்றன. கார்பூரைசேஷனுக்கு உட்பட்ட கருவிகள் அதிக கடினத்தன்மையைக் கொண்டிருக்க வேண்டும், எனவே தொழில்நுட்பத்தில் குறிப்பிடப்பட்டுள்ள நிகழ்வுகளைத் தவிர்த்து, தங்களை ஒரே கடினப்படுத்துதலுடன் மட்டுப்படுத்திக் கொள்ள முடியும். கடினப்படுத்திய பின், உட்புற அழுத்தங்களை போக்க தயாரிப்புகள் குறைந்த வெப்பநிலை வெப்பநிலைக்கு உட்படுத்தப்படுகின்றன. வாயு சிமென்டேஷனுக்கு உட்பட்ட ஒரு கருவியை சிமென்டேஷன் உலைகளின் குழப்பத்திலிருந்து நேரடியாக சுடலாம், அதை காற்றில் சிறிது குளிரவைக்கும்.
நைட்ரைடிங் மற்றும் சயனைடேஷன்
நைட்ரஜன் ஊட்டம். நைட்ரைடிங் செயல்முறை எஃகு மேற்பரப்பு அடுக்கை நைட்ரஜனுடன் நிறைவு செய்வதில் உள்ளது. நைட்ரைடிங்கின் விளைவாக, இந்த அடுக்கு மிக உயர்ந்த கடினத்தன்மையைப் பெறுகிறது மற்றும் 530-550 to க்கு வெப்பமடையும் போது அதைத் தக்க வைத்துக் கொள்ளும். நைட்ரைடிங்கிற்கு, முக்கியமாக அலுமினியம், குரோமியம் மற்றும் மாலிப்டினம் கொண்ட எஃகு பயன்படுத்தப்படுகிறது.
நைட்ரைடிங் செயல்முறை அம்மோனியாவை ஒரு ஹெர்மெட்டிகல் சீல் செய்யப்பட்ட மஃபிள் வழியாக கடந்து செல்வதைக் கொண்டுள்ளது. நைட்ரைடிங் வெப்பநிலை 500-600 °. நைட்ரஜன் மற்றும் ஹைட்ரஜன் கொண்ட ஒரு வாயு இந்த வெப்பநிலையில் அதன் அங்க பாகங்களாக சிதைகிறது, அதில் இருந்து நைட்ரஜன் எஃகுக்குள் ஊடுருவுகிறது, மேலும் உலையில் இருந்து ஹைட்ரஜன் அகற்றப்படுகிறது. நைட்ரஜனை எஃகுக்குள் பரப்புவது மிக மெதுவாக நிகழ்கிறது - 40 -90 மணி நேரத்திற்குள். செயல்முறையின் நீண்ட காலம் மற்றும் நைட்ரைடு அடுக்கின் பலவீனம் ஆகியவை இந்த வகை செயலாக்கத்தின் தீமைகள் ஆகும்.
Cyanidation. நைட்ரஜன் மற்றும் கார்பனுடன் எஃகு மேற்பரப்பு அடுக்கின் செறிவூட்டல் செயல்முறை சயனிடேஷன் என்று அழைக்கப்படுகிறது. இரண்டு வகையான சயனிடேஷன் உள்ளன: 750-850 at இல் அதிக வெப்பநிலை மற்றும் 530-560 at இல் குறைந்த வெப்பநிலை. கருவியில், முக்கியமாக அதிவேக எஃகு செய்யப்பட்ட கருவிகளின் குறைந்த வெப்பநிலை சயனிடேஷன் அவற்றின் எதிர்ப்பை அதிகரிக்கப் பயன்படுகிறது. சயனைடு திரவ, வாயு மற்றும் திட ஊடகங்களில் தயாரிக்கப்படுகிறது.
உருகிய சயனைடு உப்புகளில் திரவ சயனைடேஷன் மேற்கொள்ளப்படுகிறது. சயனிடேஷனின் ஆழம் குளியல் கலவை மற்றும் வெளிப்பாட்டின் கால அளவைப் பொறுத்தது.
முடிக்கப்பட்ட மற்றும் கூர்மைப்படுத்தப்பட்ட கருவி சயனைட்டுக்கு உட்படுத்தப்படுகிறது, எனவே வெப்பநிலையைக் கவனிப்பதிலும், கருவியைக் கவனமாகக் கையாளுவதிலும் இந்த செயல்முறை கவனமாக மேற்கொள்ளப்பட வேண்டும்.
 கார்பன் கொண்ட வாயுவுடன் அம்மோனியா கலவையில் வாயு சயனிடேஷன் மேற்கொள்ளப்படுகிறது. பாகங்கள் உலை மஃப்பில் ஏற்றப்பட்டு, 530-560 to வரை வெப்பப்படுத்தப்படுகின்றன, பின்னர் அம்மோனியா மற்றும் கார்பன் கொண்ட வாயு ஆகியவை அதில் செலுத்தப்படுகின்றன, அதன் பிறகு உலை ஹெர்மெட்டிகலாக மூடப்படும். 530-560 of வெப்பநிலையில், நைட்ரஜன் மற்றும் கார்பன் வெளியீட்டில் வாயுக்களின் சிதைவு ஏற்படுகிறது, இது எஃகு மேற்பரப்பை நிறைவு செய்கிறது. கார்பன் கொண்ட ஒரு வாயு, இயற்கை, உற்பத்தி, பைரோலிசிஸ் வாயுக்கள் போன்றவை பயன்படுத்தப்படுகின்றன. ஒரு வாயு சயனிடேஷன் கலவையில் பொதுவாக 15-40% அம்மோனியா மற்றும் கார்பன் கொண்ட 60-85% வாயு ஆகியவை உள்ளன. உலையில் வெளிப்பாடு நேரம் 45 நிமிடங்கள் வரை இருக்கும் 2.5 மணி நேரம் வரை மற்றும் கருவியின் அளவைப் பொறுத்தது.
கார்பன் கொண்ட வாயுவுடன் அம்மோனியா கலவையில் வாயு சயனிடேஷன் மேற்கொள்ளப்படுகிறது. பாகங்கள் உலை மஃப்பில் ஏற்றப்பட்டு, 530-560 to வரை வெப்பப்படுத்தப்படுகின்றன, பின்னர் அம்மோனியா மற்றும் கார்பன் கொண்ட வாயு ஆகியவை அதில் செலுத்தப்படுகின்றன, அதன் பிறகு உலை ஹெர்மெட்டிகலாக மூடப்படும். 530-560 of வெப்பநிலையில், நைட்ரஜன் மற்றும் கார்பன் வெளியீட்டில் வாயுக்களின் சிதைவு ஏற்படுகிறது, இது எஃகு மேற்பரப்பை நிறைவு செய்கிறது. கார்பன் கொண்ட ஒரு வாயு, இயற்கை, உற்பத்தி, பைரோலிசிஸ் வாயுக்கள் போன்றவை பயன்படுத்தப்படுகின்றன. ஒரு வாயு சயனிடேஷன் கலவையில் பொதுவாக 15-40% அம்மோனியா மற்றும் கார்பன் கொண்ட 60-85% வாயு ஆகியவை உள்ளன. உலையில் வெளிப்பாடு நேரம் 45 நிமிடங்கள் வரை இருக்கும் 2.5 மணி நேரம் வரை மற்றும் கருவியின் அளவைப் பொறுத்தது.
உலர்ந்த கரி (60-70%) மற்றும் மஞ்சள் இரத்த உப்பு (30-40%) கலவையில் திட சயனைடு தயாரிக்கப்படுகிறது. கலவையைத் தயாரித்தல், பெட்டிகளில் பொதி செய்தல் மற்றும் பூச்சு ஆகியவை prp சிமென்டேஷன் போலவே மேற்கொள்ளப்படுகின்றன. வெளிப்பாடு நேரம் 1 முதல் 3 மணி நேரம் ஆகும். கருவியின் அளவைப் பொறுத்து. வெளிப்பாட்டின் முடிவில், பெட்டி 100-200 of வெப்பநிலையில் காற்றில் குளிரூட்டப்பட்டு, பின்னர் திறக்கப்படாது.
நிர்வாகம் கட்டுரையின் ஒட்டுமொத்த மதிப்பீடு: வெளியிடப்பட்ட: 2012.05.13