Обзор методов химической обработки металлов. Химическая обработка металла
Химическими называются методы обработки материалов, в которых снятие слоя материала происходит за счет химических реакций в зоне обработки. Достоинства химических методов обработки: а) высокая производительность, обеспечиваемая относительно высокими скоростями протекания реакций, прежде всего отсутствием зависимости производительности от величины площади обрабатываемой поверхности и ее формы; б) возможность обработки особо твердых или вязких материалов; в) крайне малое механическое и тепловое воздействие в процессе обработки, что делает возможным обработку деталей малой жесткости с достаточно высокой точностью и качеством поверхности.
Размерное глубокое травление (химическое фрезерование) является наиболее распространенным методом химической обработки. Этим методом целесообразно пользоваться для обработки поверхностей сложных в плане форм на тонкостенных деталях, получения трубчатых деталей или листов с плавным изменением толщины по длине, а также при обработке значительного числа мелких деталей или круглых заготовок с большим; количеством обрабатываемых мест (перфорация цилиндрических поверхностей труб). Путем местного удаления этим методом из лишнего материала в ненагруженных или малонагруженных можно снизить общий вес самолетов и ракет, не снижая их прочности и жесткости. В США использование химического фрезерования позволило снизить вес крыла сверхзвукового бомбардировщика на 270 кг. Этот метод позволяет создавать новые элементы конструкций, например листы 1 переменной толщины. Химическое фрезерование находит применение также при изготовлении печатных схем радиоэлектронной аппаратуры. В этом случае у панели из изоляционного материала, покрытой с одной или двух сторон медной фольгой, травлением удаляют заданные схемой участки.
Технологический процесс химического фрезерования складывается из следующих операций.
1. Подготовка деталей к химическому фрезерованию для обеспечения последующего плотного и надежного сцепления защитного покрытия с, поверхностью детали. Для алюминиевых сплавов эту подготовку осуществляют: обезжириванием в бензине Б70; легким травлением в ванне с едким натром 45-55 г/л и фтористым натром 45-55 г/л при температуре 60-70° С в течение 10-15 мин для снятия плакированного слоя; промывкой в теплой и холодной водах и осветлением в азотной кислоте с последующей промывкой и сушкой. Для нержавеющих и титановых сплавов подготовку деталей производят путем протравливания для снятия окалины в ванне с плавиковой (50-60 г/л) и азотной (150-160 г/л) кислотами или в ванне с электроподогревом до 450-460° С в едком натре и азотнокислом натрии (20%) с последующей промывкой и сущкой, обезжириванием и легким травлением с повторной промывкой и сушкой.
2. Нанесение защитных покрытий на места обрабатываемой детали, не подлежащие травлению. Его производят путем установки специальных накладок, химически стойких шаблонов прилипающего типа или, наиболее часто, нанесением лакокрасочных покрытий, в качестве которых обычно используют перхлорвиниловые лаки и эмали, полиамидные лаки и материалы на основе не опреновых каучуков. Так, для алюминиевых сплавов рекомендуется эмаль ПХВ510В, растворитель РС1 ТУ МХП184852 и эмаль ХВ16 ТУ МХПК-51257, растворитель Р5 ТУ МХП219150, для титановых сплавов - клей АК20, разбавитель РВД. Для лучшего сцепления этих покрытий с металлом иногда предварительно производят анодирование поверхности. Нанесение лакокрасочных покрытий осуществляют кистями или пульверизаторами с предварительной защитой мест травления шаблонами или путем погружения в ванну; в последнем случае на высушенной защитной пленке производят разметку контура, затем его прорезку и удаление.
3. Химическое растворение производят в ваннах с соблюдением температурного режима. Химическое фрезерование алюминиевых и магниевых сплавов производят в растворах едких щелочей; сталей, титана, специальных жаропрочных и нержавеющих сплавов - в растворах сильных минеральных кислот.
4. Очистка после травления деталей из алюминиевых сплавов с эмалевым защитным покрытием производится промывкой в проточной воде при температуре 50+70° С, отмачиванием защитного покрытия в более горячей проточной воде при температуре
70-90° С и последующим снятием защитного покрытия ножами вручную или мягкими щетками в.растворе этилацетата с бензином (2:1). Затем производят осветление или легкое травление и сушку.
 Качество поверхности после химического фрезерования определяется исходной шероховатостью поверхности заготовки и режимами травления; обычно она на 1-2 класса ниже чистоты исходной поверхности. После травления все имевшиеся ранее на заготовке дефекты. (риски, царапины, неровности) сохраняют свою глубину, но уширяются, приобретая большую плавность; чем больше глубина травления, тем сильнее проявляются эти изменения. На качество поверхности влияют также способ получения заготовок и их термообработка; прокатанный материал дает лучшую поверхность по сравнению со штампованным или прессованным. Большая шероховатость поверхности с резко выраженными неровностями получается на литых заготовках.
Качество поверхности после химического фрезерования определяется исходной шероховатостью поверхности заготовки и режимами травления; обычно она на 1-2 класса ниже чистоты исходной поверхности. После травления все имевшиеся ранее на заготовке дефекты. (риски, царапины, неровности) сохраняют свою глубину, но уширяются, приобретая большую плавность; чем больше глубина травления, тем сильнее проявляются эти изменения. На качество поверхности влияют также способ получения заготовок и их термообработка; прокатанный материал дает лучшую поверхность по сравнению со штампованным или прессованным. Большая шероховатость поверхности с резко выраженными неровностями получается на литых заготовках.
На шероховатость поверхности оказывают влияние структура материала, размер зерен и их ориентация. Закаленные алюминиевые листы, подвергнутые старению, имеют более высокий класс чистоты поверхности. Если структура крупнозернистая (например, металл отожжен), то окончательно обработанная поверхность будет с большими шероховатостями, неровной, бугристой. Наиболее пригодной для химической обработки следует считать мелкозернистую структуру. Заготовки из углеродистой стали лучше обрабатывать химическим фрезерованием перед закалкой, так как в случае наводороживания при травлении последующий нагрев способствует удалению водорода. Однако тонкостенные стальные детали желательно закаливать перед химической обработкой, так как последующая термическая обработка может вызвать их деформацию. Обработанная химическим фрезерованием поверхность всегда несколько разрыхлена вследствие растравливания, и поэтому этот метод Значительно снижает усталостные характеристики детали. Учитывая это, для деталей, работающих в условиях циклических нагрузок, необходимо после химического фрезерования проводить полирование.
Точность химического фрезерования ±0,05 мм по. глубине и не менее +0,08 мм по контуру; радиус закругления стенки выреза получается равным глубине. Химическое фрезерование обычно производят на глубину 4-6 мм и реже до 12 мм; при большей глубине фрезерования резко ухудшается качество поверхности и точность обработки. Минимальная окончательная толщина листа после травления может составлять 0,05 мм, поэтому химическим фрезерованием можно обрабатывать детали с очень тонкими перемычками без коробления, проводить обработку- на конус путем постепенного погружения детали в раствор. При необходимости травления с двух сторон нужно либо располагать заготовку вертикально так, чтобы дать возможность выделяющемуся газу свободно подниматься с поверхности, либо травить в два приема - 1 сначала с одной стороны, а потом с другой. Второй способ предпочтительнее, так как при вертикальном расположении заготовки верхние кромки вырезов обрабатываются хуже из-за попадающих туда пузырьков газа. При изготовлении глубоких вырезов следует применять специальные меры (например, вибрации) по удалению с обрабатываемой поверхности газа, который препятствует осуществлению нормального процесса. Контроль глубины, травления в процессе обработки осуществляют погружением Одновременно с заготовкой контрольных образцов, непосредственным контролем размеров толщиномерами типа индикаторной скобы или электронными, а также посредством автоматического весового контроля.
Производительность химического фрезерования определяется скоростью удаления материала по глубине. Скорость травления возрастает с повышением температуры раствора примерно на 50-60% на каждые 10° С, а также зависит от вида раствора, его концентрации и чистоты. Перемешивание раствора в процессе травления можно производить сжатым воздухом. Процесс травления определяется экзотермической реакцией, поэтому подача сжатого воздуха несколько его охлаждает, однако в основном постоянство температуры обеспечивается помещением в ванну водяных змеевиков.
Травление методом погружения имеет ряд недостатков - использование ручного труда, частичный пробой защитных пленок на необрабатываемых поверхностях. При обработке ряда деталей более перспективен струйный метод травления, при котором подача щелочи осуществляется форсунками.
Средством повышения производительности химического фрезерования является использование ультразвуковых колебаний с частотой 15-40 кгц; в этом случае производительность обработки увеличивается в 1,52,5 раза - до 10 мм/ч. Процесс химической обработки также значительно ускоряется под воздействием инфракрасного излучения направленного действия. В этих условиях отпадает необходимость в нанесении защитных покрытий, так как сильному нагреву подвергается металл по заданному контуру нагрева, остальные участки, будучи холодными, практически не растворяются.
Время травления устанавливают опытным путем на контрольных образцах. Протравленные заготовки вынимают из травильной машины, промывают в холодной воде и для удаления эмульсии, краски и клея БФ4 обрабатывают при температуре 60-80° С в растворе, содержащем 200 г/л каустической соды. Готовые детали тщательно промывают и сушат в потоке воздуха.
Улучшение условий черновой обработки заготовок резанием путем предварительного удаления корки травлением является другим примером растворяющего действия реактива. Перед травлением заготовки с целью удаления окалины подвергают обдувке песком. Травление титановых сплавов производят в реактиве, состоящем из 16% азотной и 5% фтористоводородной кислот и 79% воды. По данным зарубежной литературы, для этой цели применяют травление в соляных ваннах с последующей промывкой в воде и затем повторным травлением в кислотных травителях для окончательной очистки поверхности.
Химическое воздействие технологической среды находит применение и для улучшения процессов обычного резания; все более широкое применение находят методы обработки материалов, основанные на сочетании химического и механического воздействий. Примерами уже освоенных методов является химико-механический способ шлифования твердых сплавов, химическое полирование и др.
Химическое никелирование. Покрытие из сплава никель-фосфор может быть получено электрохимическим и химическим способами. Последний основан на выделении металлов из водных растворов их солей с помощью химических препаратов- восстановителей. По сравнению с электрохимическим способом он более производителен и требует меньших капитальных затрат. Так как восстановление никеля происходит на поверхности изделия, то толщина осадка на всех участках поверхности получается совершенно одинаковой независимо от конфигурации изделия.
Химическому никелированию поддаются сталь, чугун, бронза оловянная, бронза фосфористая, алюминий и его сплавы
и др. Температура ванны зависит от ее состава и не превышает 95°С. Получаемое покрытие содержит 92-95% никеля. Структура покрытия аморфная метастабильная, микротвердость Я„юо 4500-6000 МПа. При нагреве покрытия до 300°С и выше структура его переходит в равновесное состояние с образованием соединения й1 3 Р. Коррозионная стойкость никелевого покрытия, осажденного химическим способом, более высокая, чем электролитического никелевого покрытия.
Прочность сцепления никель-фосфорных покрытий с основным металлом, их твердость, коррозионная стойкость и износостойкость могут быть улучшены или повышены термообработкой. Нагрев детали до 200°С при термообработке необходим для снижения остаточных напряжений, которые могут вызвать отслаивание покрытия от основного металла. Твердость покрытия возрастает с повышением температуры термообработки; при температуре 350-500°С и выдержке 15-20 мин твердость приобретает наибольшее значение. Увеличение времени термической обработки до 40-60 мин повышает прочность сцепления покрытия и его антикоррозионные свойства. При температуре 600°С микротвердость покрытия составляет 650- 700 МПа, что выше твердости хромового покрытия (С А. Ви-шенков).
Химическое никелирование одной из деталей в паре трения дуралюмин по дуралюмину увеличивает износостойкость пары в несколько раз.
Никель-фосфорное покрытие хорошо прирабатывается в паре с металлами.
Способность никель-фосфорного покрытия противостоять действию циклических нагрузок низкая.
Химическое никелирование на толщину примерно 0,1 мм можно рекомендовать как защитное в атмосферных условиях и в среде нефтепродуктов (плунжеры насосов-форсунок, шкворни и т. п.), как термостойкое и защитное покрытие для деталей, работающих в условиях высоких (до 600°С) температур в агрессивной среде и при трении (клапаны двигателей внутреннего сгорания, толкатели, поршневые кольца и т. п.).
Оксидирование -процесс искусственного образования оксидной пленки на поверхности металла. Оксидная пленка черных металлов состоит из мельчайших кристаллов магнитной окиси железа Ре 3 0 4 и имеет небольшую толщину (до 3 мкм), низкую твердость, значительную пористость и хорошее сцепление с основанием. Благодаря структурным особенностям и свойствам пленка хорошо удерживает смазочные жидкости, предупреждает заедание в паре трения из черных металлов и, образуя при изнашивании, тончайший абразив, ускоряет приработку поверхностей трения.
Пленку на стали можно получить химической, электрохимической, термической или термохимической обработкой. Химическая обработка производится в щелочных и кислых ваннах при температуре раствора, в зависимости от состава, 138-165°С и продолжительности не более 2 ч. Образующаяся пленка не является чисто оксидной, а содержит также некоторое количество фосфатов.
Электрохимическая обработка заключается в анодном оксидировании в горячих щелочных растворах окислителей. Термическое и термохимическое оксидирование производят путем нагрева изделий в расплавленной селитре или на воздухе. В последнее время широко применяют обработку паром, которой подвергают инструмент из быстрорежущих сталей, детали из чугуна (поршневые кольца, толкатели клапанов и др.), а также детали из конструкционной стали, подлежащие отпуску при температуре около 700°С. Толщина пленки достигает 6 мкм. По некоторым опытным данным противозадирные свойства чугуна при обработке его паром при 550-600°С значительно выше, чем при фосфатировании и низкотемпературном сульфиди-ровании.
На алюминии оксидная пленка естественного происхождения или полученная химическим путем толщиной от 0,5 до 5 мкм прочно сцепляется с основным металлом, имеет значительную твердость и высокую износостойкость, пористость в среднем около 20% и жаростойкость до 1500°С. Оксидирование с последующим пропитыванием пленки смазочными маслами с коллоидным графитом служит основой для изготовления алюминиевых подшипников с высокими антифрикционными свойствами.
Электрохимической обработкой на алюминии и его сплавах получают пленки толщиной от 3 мкм до 0,3 мм; процесс получения оксидных пленок толщиной более 60 мкм называют глубоким анодированием. Такой обработке подвергают сплавы с содержанием не более 4,5% Си и 7% 31. Пленки имеют высокую твердость; у самой поверхности, где пленка слегка разрыхлена действием электролита, твердость ее снижается. Получающееся твердое анодное покрытие является износостойким. При анодной обработке оксидированный слой образуется как за счет углубления в толщу металла, так и за счет наращивания пленки на поверхности. Таким образом, при анодировании увеличивается размер цилиндрической поверхности примерно на толщину слоя. Анодное покрытие можно притирать и полировать. Анодированный слой неудовлетворительно работает в паре с электролитическим хромовым покрытием.
Глубокое анодирование поршней из алюминиевых сплавов двигателей внутреннего сгорания повышает надежность их работы (уменьшается число заклиниваний поршней) и уменьшает
скорость изнашивания кольцевых канавок. Имеется положительный опыт использования анодированных зубчатых передач из алюминиевого сплава вместо бронзовых в часовых механизмах и опыт использования анодированных цилиндров из алюминиевых сплавов вместо стальных в гидросистемах.
Фосфатирование - процесс образования на поверхности металла пленки нерастворимых фосфорнокислых солей. Фосфатирование производится химическим способом (в ванне либо в струе раствора) или электрохимическим. Температура ванны для черных металлов не более 90°С.
Фосфатная пленка черных металлов имеет толщину от 2 до 50 мкм и структуру от мелко- до крупнокристаллической в зависимости от режима процесса; незначительно изменяет размеры изделия; весьма прочно сцепляется с основанием; не смачивается расплавленным металлом; жаростойка до 600°С; устойчива в атмосферных условиях, в смазочных маслах, нефтепродуктах и во всех газах, кроме сероводорода; имеет малую твердость, невысокие механическую прочность и эластичность; имеет высокоразвитую пористую поверхность и прочно удерживает смазочные масла, лаки и краски. Фосфатное покрытие, как и оксидное, представляет собой при изнашивании тончайший абразив; оно во много раз более коррозионно-стойко, чем оксидное, полученное в щелочных растворах, и с успехом может применяться как приработочное.
Схема действия покрытия при трении такова. Вначале сила трения фосфатированной поверхности по фосфатированной или по любой другой значительна. Затем кристаллы фосфата на выступах неровностей контактирующих поверхностей быстро срабатываются и начинают действовать как абразив. Коэффициент трения уже в начале движения резко убывает и продолжает снижаться по мере приработки. Кристаллы фосфата в начальной стадии работы пары предохраняют ее от заедания.
Имеется положительный опыт фосфатирования поршневых колец двигателей внутреннего сгорания, цилиндровых гильз и втулок крупногабаритных двигателей, пальцев верхних головок шатунов, зубчатых колес и т. п. Тонкая фосфатная пленка с последующим пропитыванием ее смазочными маслами защищает от коррозии гайки, болты и другие крепежные детали. Фосфатирование позволяет также предупредить часто наблюдаемые задиры на опорных торцах гаек при их завертывании.
Основные преимущества фосфатного покрытия как приработанного слоя по сравнению с оксидным на черных металлах заключаются в большей толщине, большей пористости и меньшей твердости. В результате фосфатирования несколько возрастает хрупкость стали, что связано с наводороживанием металла и образованием на его поверхности лунок в процессе фосфатирования.
Фосфатное покрытие как подслой для дисульфида молибдена увеличивает прочность сцепления и в десятки раз повышает стойкость поверхностей к задирам.
Сульфидирование - термохимический процесс обработки изделий, изготовленных из сплавов на железной основе, для обогащения их поверхностных слоев серой.
Сульфидирование производят в жидкой, твердой или газовой серосодержащих средах; оно может быть низко-, средне- и высокотемпературным. Соответственно температурные режимы будут 150-450, 540-580 и 850-950°С В зависимости от состава среды, температурного режима и длительности обработки наряду с FeS и FeS 2 в поверхностном слое изделия могут образоваться другие фазы.
Наибольшая глубина слоя при среднетемпературном суль-фидировании 0,04 мм. Низкотемпературная обработка малоэффективна, но может быть целесообразна при совмещении операций сульфидирования и низкотемпературного отпуска закаленных изделий из углеродистой и низколегированной стали.
Разновидностью сульфидирования является сульфоцианиро-вание, при котором происходит насыщение поверхности ферросплава серой, азотом и углеродом. Сульфоцианирование проводят обычно при 540-580°С с выдержкой в ванне от 1 до 3 ч в зависимости от обрабатываемого изделия. Глубина слоя около 0,04 мм.
В качестве твердой среды для сульфидирования служит дробленое сернистое или двухсернистое железо. Глубина диффузии серы при среднетемпературной обработке такая же, как и при жидкостном сульфидировании; при высокотемпературной обработке глубина до 1 мм.
Толщина поверхностного слоя, в котором обнаруживаются сульфиды или-нитриды, достигает при газовом сульфидировании 0,1 мм.
Изделия сульфидируют после полной механической обработки и обезжиривания; желателен небольшой подогрев перед загрузкой в ванну. После охлаждения обработанных изделий до 100-120°С их промывают и погружают в нагретое до 120°С масло.
Шероховатость поверхности после сульфидирования значительно выше исходной. Сульфидирование сопровождается некоторым увеличением размеров деталей. Деформация деталей при низко- и среднетемпературной обработке незначительна.
Эффект сульфидирования сводится к следующему. Сульфидная пленка, имеющая меньшую прочность, чем основной металл, легко разрушается при трении и отделяется от основания без пластического его деформирования, предотвращая схватывание поверхностей трения. На участках непосредственного контакта поверхностей, где при трении развиваются высокие локальные температуры, на поверхности, не насыщенной серой, образуются сернистые соединения железа, частично переходящие в продукты изнашивания. Сульфидный слой и продукты его изнашивания обладают высокой адсорбционной способностью и активизируют действие смазочного масла. Эти обстоятельства, в совокупности с малыми размерами и способностью к царапанию продуктов изнашивания сульфидов, ускоряют приработку поверхностей и обеспечивают их малую шероховатость после приработки; например, для стальных смазываемых поверхностей Ra - 0,32...0,04 мкм.
В процессе изнашивания сера диффундирует в глубь металла и с тем большей интенсивностью, чем выше давление. В связи с этим антифрикционные свойства, присущие сульфидному слою, сохраняются при величине износа, значительно превышающей первоначальную толщину слоя. Однако как исходный сульфидный слой, так и возобновляющийся представляют собой зону с постепенно снижающейся к сердцевине концентрацией сернистых соединений.
В машинах с циркуляционной смазочной системой установка сульфидированных деталей в пары трения скажется в большей или меньшей мере на работе всех пар, в состав которых входят детали из черных металлов, так как сульфиды будут занесены маслом на все поверхности трения.
Чистое сульфидирование следует рассматривать только как способ ускорения приработки и как меру предотвращения задиров. Оно не может служить методом повышения износостойкости, за исключением низкоскоростных узлов, у которых сульфидный слой сохраняется длительное время.
Сульфидирование не может служить средством защиты от коррозии. Положительный результат может быть получен при сульфидировании одной из поверхностей трения. Нагрев сульфидированных деталей до 500°С не изменяет содержание серы в поверхностных слоях.
Сульфоцианирование является средством повышения износостойкости деталей из черных металлов, оно увеличивает твердость и сопротивление усталости и снижает пластичность. Коррозионная стойкость сульфоцианированной стали на воздухе и в воде не ниже цианированной.
Сульфидируют и сульфоцианируют цилиндровые втулки, поршни и кольца двигателей внутреннего сгорания, компрессоров и паровых машин; стальные подшипники скольжения (устанавливаемые взамен бронзовых); кулачки сцепных муфт, гайки ходовых винтов, детали подвижных частей, смазывание которых затруднено из-за высокой температуры среды или недостаточной доступности. При замене бронзовых вкладышей тя-желонагруженных подшипников некоторых машин стальными сульфоцианированными долговечность подшипников увеличилась в несколько раз. Испытания показали возможность замены бронзы сульфоцианированным чугуном в червячных колесах при скоростях скольжения в зацеплении около 2 м/с.
Обработка паром . Метод состоит в обработке стальных и чугунных деталей перегретым паром при температуре 500- 600°С, давлении пара до 0,1 МПа и выдержке 1-2 ч. Метод прост, не требует сложного дорогостоящего оборудования и не вреден для обслуживающего персонала. Обработке подвергают поршневые кольца двигателей внутреннего сгорания и компрессоров, инструмент из быстрорежущей стали и другие изделия. Образующаяся в процессе обработки деталей окисная пленка способствует приработке, уменьшает вероятность возникновения задиров и увеличивает износостойкость деталей.
Химическая обработка в производстве полупроводниковых приборов охватывает основные технологические операции, перечисленные ниже.
Химическая обработка фосфатами и танинами на силикатные растворы не действует.
Питатель ванны ЬТШ-18. Химическая обработка производится в баках, заполненных льняным маслоя. Затем электроды помещаются в баки для хлорирования. Хлорирование графита в холодной воде продолжается п течение суток. Этим процесс химической обработки, анодов заканчивается.
Химические обработки до цветения и сразу после цветения в борьбе с вредителями почек и листьев (смородинный почковый клещ, пилильщики, пяденицы, тли), генеративных органов (крыжов-никовая огневка) и скелетных частей (стеклянница и златка), а также в борьбе с мучнистой росой и антракнозом.
Химическая обработка заключается в последовательном травлении в растворах соляной и азотной кислот определенной концентрации при определенных температурах с промежуточными промывками в воде и должна проводиться тщательно и осторожно во избежание существенной порчи выпрямителя.
Химическая обработка начинается в растворе азотнокислого серебра, причем картина получается очень четкой. Пленка сульфида, образующаяся при дополнительной обработке реактивом На, независимо от химического состава должна вызывать такой же эффект, как и оксидная пленка при термическом травлении.
Химическая обработка осуществляется путем введения химического реагента в промежуточный блок с ОА, который оборудован гидравлическими переме-шивателями или комбинированными системами гидравлических и механических пере-мешивател ей.
Химическая обработка (фосфатирование, травление с пассивированием покрываемой поверхности) необходима для получения высококачественных покрытий, так как она улучшает адгезию полимерного покрытия к металлической основе.
Влияние термообработки на свойства волокон из поли-д-бензамида, полученного в присутствии. Химическая обработка широко применяется для модификации алифатических полиамидов. По отношению к ароматическим полиамидам это направление к настоящему времени развито недостаточно, хотя имеющиеся данные указывают на плодотворность химической обработки.
Химическая обработка также сопровождается удалением на некоторую толщину поверхностных слоев материала матрицы. Обычно эта обработка включает операции обезжиривания, щелочное или кислотное травление, и иногда сочетание того и другого, пассивирование поверхности. После каждой из перечисленных операций обязательно применяется промывка. Реактивы для химической обработки подбирают индивидуально для каждой матрицы. Технологические параметры процесса химической обработки, включающие концентрацию травителей, температуру и время обработки, определяют экспериментально из условий обеспечения необходимого качества поверхностных слоев, сохранения этого качества в течение некоторого времени (включающего промежуток между операциями химической обработки и диффузионной сварки) и съема поверхностных слоев матрицы заданной толщины. Последнее условие связано с тем, что в качестве матрицы обычно применяют фольги малой толщины (0 007 - 0 1 мм) и удаление с поверхности слоя в несколько микрон в дальнейшем может значительно изменить соотношение матрицы и упрочнителя в композиционном материале.
Диаграмма прочности сварного соединения конструкционной стали 45 стали 45 от способа обезжиривания. Режим сварки. 1000 С, т5 мин., Р20 - 4 мм рт. ст., Р2 кг / мм2. Химическая обработка и промывка - поверхности позволяют стабилизировать прочностные характеристики соединения. Причем действия различных сред различны. При обезжиривании, например, четыреххлористым углеродом прочность повышается на 14 %, по сравнению с протиркой ацетоном.
Химическая обработка газообразным хлором или водным раствором хромпика, являющихся сильными окислителями, дает хорошие результаты, но нетехнологична из-за трудности регулирования степени обработки, применения вредных веществ и проблемы их удаления после использования, многостадийности процесса.
Химическая обработка и способы получения и очищения золота и платины.
Схематическое изображение анодов с гладкой (а и шероховатой (б поверхностью. Химическая обработка представляет собой травление анодной фольги в растворах, разъедающих алюминий. Чаще всего используются такие варианты травящих растворов: а) 400 - 600 ел3 НС1 на 1000 см3 Н3О при 70 - 90 С; б) 250 - 600 см3 НС1 и 0 15 - 1 25 г СиС12 на 1000 см3 Н2О при 65 - 85 С; в) 200 - 300 см3 НС1 и 150 - 200 см3 HNOS на 1000 см3 Н2О при 90 - 95 С.
Схематическое изображение анодов с гладкой (а и шероховатой (б поверхностью. Химическая обработка позволяет получить увеличение Суд анодов до 8 - 10 раз по сравнению с гладкими анодами. Дальнейшее увеличение удельной емкости требует применения чрезмерной глубины травления, связанной с необходимостью использования анодной фольги увеличенной толщины и затрудняющей отмывку ионов хлора, остающихся в порах после травления.
Химическая обработка может применяться как самостоятельно, так и в сочетании с ультразвуковой. Существенным недостатком химической очистки подложек является необходимость контролировать чистоту моющего раствора для предотвращения загрязнения подложки веществами, ранее растворенными в моющем растворе. Обязательным условием финишной промывки является постоянное обновление моющей среды.
Химические обработки не освобождают растения полностью от сиреневого клеща. После прекращения химических обработок зараженность сирени клещом через 1 - 2 года восстанавливается до первоначальной. Поэтому были испытаны также другие методы борьбы с ним.
Химическая обработка (травление) трубопроводов для систем состоит из следующих операций: а) травление в растворе кислоты; б) промывка проточной водой; в) нейтрализация; г) промывка горячей водой; д) сушка; е) смазка машинным маслом; ж) заглушка концов труб деревянными пробками.
Химические обработки позволяют сохранить на каждом гектаре около 2 5 ц зерна.
Химическая обработка менее трудоемка и может быть более производительна, чем механическое фрезерование.
Химическая обработка применяется чаще всего для защиты деталей от коррозии (оксидирование, фосфатирсвание); в качестве грунта под краски и лаки (фосфатирование); для окрашивания металлов; с целью улучшения прирабатываемое трущихся поверхностей.
Химическая обработка в зависимости от типа прибора и стадии технологического процесса может быть выполнена различными методами и является обязательной операцией, предшествующей всем термическим операциям. После механической обработки химическую обработку проводят для удаления механически нарушенного слоя полупроводника и очистки поверхности.
Химическая обработка может не дать должного эффекта, если ядохимикат будет смыт дождем с растений или после обработки прилетят новые партии клопов на эти массивы, или резко снизится температура воздуха.
Химическая обработка является основным средством приведения свойств бурового раствора в соответствии с конкретными геолого-техническими условиями. Считается целесообразным применение более дорогих реагентов, если желаемый эффект достигается небольшими редко вводимыми добавками направленного действия, безопасными в экологическом отношении и хорошо сочетающимися с другими материалами.
Химическая обработка, компенсация дисбаланса, а также переделка (кроме калибровки профилирования и пропитки бакелитом) скоростных кругов не допускается.
Химические обработки и микробиопрепараты применяют дифференцированно по зонам хлопкосеяния.
Химическая обработка имеет целью за счет окисления поверхности создать на ней полярные группы (ОН, СО и др.), способные к химическому или адсорбционному взаимодействию с клеями. Для полиолефинов такими реагентами являются различные хромовые смеси, перманганат калия, концентрированная серная кислота и другие окислители. В частности, хорошие результаты получатся при обработке полиэтилена в течение 1 - 10 мин при температуре 70 - 100 С в смеси: 50 г К2Сг207, 880 г 98 % - й H2SO4 и 70 г Н2О с последующей промывкой в воде.
Химическая обработка показала, что на посевах кукурузы отпадает необходимость часто проводить механические рыхления междурядий. Использование гербицидов, особенно симазина и атразина, позволяет полностью перейти к возделыванию кукурузы без затрат ручного труда.
Химическая обработка не получила широкого распростра -, нения, так как применение этого метода осложняется большим количеством щелоков, сбрасываемых целлюлозными заводами, и, следовательно, большим расходом реагентов, а также большим объемом получающегося осадка.
Химическая обработка в растворе сульфата никеля при рН Зч-6 предварительно протравленных заготовок является важнейшей операцией в технологическом процессе подготовки стали к эмалированию. На поверхности стали образуется никелевая пленка, выполняющая функцию агента сцепления при обжиге грунта или эмали, не содержащих NiO. Однако в производственных условиях не всегда достигаются благоприятные результаты и поэтому эта обработка применяется не на всех заводах.
Химическая обработка значительно изменяется в зависимости от обрабатываемого материала.
Химическая обработка в растворе сульфата никеля при рН 3-ьб предварительно протравленных заготовок является важнейшей операцией в технологическом процессе подготовки стали к эмалированию. На поверхности стали образуется никелевая пленка, выполняющая функцию агента сцепления при обжиге грунта или эмали, не содержащих NiO. Однако в производственных условиях не всегда достигаются благоприятные результаты и поэтому эта обработка применяется не всегда.
Химическая обработка пестицидами должна проводиться только после предварительного обследования и установления специалистом по защите растений целесообразности такой обработки. Запрещается обработка пестицидами участков, не нуждающихся в ней. Внесение пестицидов в почву, обработка растений должны проводиться с учетом их фонового содержания в почве таким образом, чтобы суммарное количество препарата не превышало предельно допустимых количеств. Обработка пестицидами проводится в установленные сроки с обязательным соблюдением норм расхода и кратности внесения препарата.
Химическая обработка должна обеспечивать хорошее смешивание образца и индикатора. Она состоит в растворении или разложении образца и может включать превращение элемента образца и индикатора в одно и то же химическое соединение. Следует отметить следующие две особенности.
Химическая обработка может эффективно применяться как в сочетании с ультразвуковой, так и самостоятельно.
Химическая обработка обычно применяется для изделий сложной формы, в частности, крупных изделий, когда иные способы обработки неприменимы. Она включает погружение изделия (из ПЭНП или ПЭВП) в травящий раствор, например, в хромовую кислоту , перманганат, серную или хлорсульфо-новую кислоты. Исследования методом инфракрасной спектроскопии обнаруживают значительные химические изменения на поверхности в случае ПЭНП, но не ПЭВП или ПП.
Зависимость отношения показателей фильтрации корки 4 % - ой суспензии бентонита для воды (Г7К 10 8 105 с / м и для водных растворов реагентов и электролитов от концентрации. / - ГПАА. 2 - КМЦ-500. 3 - УЩР. 4 - Na2SiO3. 5 - NaCI. 6 - KCI. 7 - CaCI2. 8 - MgCI2.| Зависимость показателя фильтрации корок / 7К от концентрации полимерных реагентов, которыми обрабатывались исходные корки перед фильтрацией 20 % - ной суспензии каолина. 7 - ГПАА. 2 - метас. 3 - КМЦ-500. Химическая обработка дает возможность модифицировать поверхность поровых каналов в фильтрационной корке. Определяющую роль в этом случае играет активность структурообразующей фазы.
Химическая обработка основана на окислении ртути с превращением ее в оксид или хлорид. Метод, основанный на взаимодействии ртути с 20 % - ным водным раствором хлорида железа, считается одним из наиболее простых и надежных. Обрабатываемую поверхность обильно смачивают раствором и несколько раз протирают щеткой для лучшего эмульгирования ртути, а затем оставляют до полного высыхания.
Химическая обработка состоит из операций обезжиривания и травления поверхности.
Химическая обработка материалов в производстве полупроводниковых приборов производится обычно водными растворами кислот и щелочей и органическими растворителями. По мере приближения к конечным операциям сборки прибора чистоте воды и химикатов следует уделять все больше внимания.
Химическая обработка отходов должна применяться в сочетании с другими возможными способами обработки, например разделением.
Химическая обработка шпона производится в ваннах (рис. 46), оборудованных змеевиками для подачи пара и сжатого воздуха. Шпон укладывают в ванну таким образом, чтобы к его поверхности свободно проникал раствор щелочи.
Ванна для химической обработки шпона. Химическая обработка шпона производится в ваннах (рис. 103), оборудованных змеевиками для подачи пара и сжатого воздуха. Шпон укладывают в ванну таким образом, чтобы к его поверхности свободно проникал раствор щелочи.
Химическая обработка стекла преследует цель устранения дефектов, имеющихся на поверхностном слое. Это осуществляется травлением поверхности чаще всего плавиковой кислотой на глубину от 50 до 150 мк обработкой ее кремнийорганическими жидкостями, которые как бы залечивают дефекты.
Химическая обработка спирта является вспомогательной операцией, содействующей очистке спирта от примесей, трудно выделяемых методом ректификации. Химическая очистка рассчитана на устранения из сырца кислот, эфиров, альдегидов и непредельных соединений.
Химические обработки дают быструю отдачу с наименьшими затратами времени и средств, но применять их целесообразно в том случае, когда все другие методы не дают положительного эффекта. Такой подход обусловливается тем, что химические вещества, применяемые для защиты растений, особенно при условии неразумного их использования, загрязняют пищевые продукты и окружающую среду. Осторожность применения химических препаратов должна быть проявлена и потому, что еще недостаточно изучено действие многих из них на теплокровные организмы.
Вторичная химическая обработка заключается в поддержании свойств раствора, полученных при первичной обработке. Изменение свойств промывочного раствора в процессе бурения, определяемое характером влияния на раствор проходимых пород, степенью минерализации подземных вод и рядом других факторов, может потребовать многократную вторичную обработку. Интервал, через который необходимо производить дополнительную вторичную обработку, обусловлен интенсивностью изменения свойств раствора.
Химическая обработка пласта предусматривает закачку в него растворов химически активных реагентов (соляной кислоты, глинокислоты и т.п.) и их химическое взаимодействие с минеральным скелетом коллектора и заполняющим поро-вое пространство веществом.
Химическая обработка земель или их химическая активация заключается в продолжительном нагревании их при перемешивании с разбавленной соляной или серной кислотой.
Наряду с другими способами обработки широкое применение в этой области нашла химическая обработка металла . Такой метод позволяет безболезненно удалить с металлической поверхности слой материала заготовки. Процесс заключается в проведении необходимых химических реакций. На выставочной экспозиции он подробно представлен.
Разновидность и описание методов химической обработки металлических поверхностей
Каждый из способов химической обработки металла обладает своими определенными преимуществами. Процесс химического воздействия на металл выполняется в условиях струйной подачи раствора под низким давлением. Этому методу было дано название распыление. Наряду с этим применяют следующие способы обработки с помощью химических реакций: погружение, паровая обработка, обработка с применением гидроструйных установок.
Процесс химической обработки металлических поверхностей
Подготовка металлической поверхности выполняется специальными устройствами – агрегатами химической подготовки (АХПП). При определении метода химического воздействия во внимание принимают нормы программ производства, данные по конфигурации и габаритам отдельных деталей, индивидуальные отличия того или иного рабочего отдела предприятия.
Метод распыления используют при обработке металлических изделий, используемых в тупиковых или проходных механизмах. Большее предпочтение отдается именно проходным АХПП ввиду обеспечения ими высокого уровня наработки. Допускается применение данных устройств в непрерывном процессе функционирования. Преимуществом в данном случае обработки будет применение одного типа конвейерного приспособления как в работе по подготовке поверхности, так и при окрашивании металлической поверхности.
При обработке поверхностей методом погружения используются устройства для химической подготовки с рабочей зоной в виде ряда отдельных емкостей, которые располагаются в определенном порядке. Такие установки оборудованы специальными механизмами для смешивания, разводками, выполненными из труб и ведущими к сушильному отсеку, а также транспортерным устройством. Металлические детали, которые подлежат обработке, изначально поступают в зону АХПП. На выходе получаются готовые изделия, которые впоследствии поступают на склад посредством использования тельфера, кран-балки или автоматического оператора.
Пароструйный метод обработки металлов имеет определенные особенности. Он применяется преимущественно с целью покраски деталей или механизмов, имеющих большие габариты.
Для подготовки изделия необходимо тщательно очистить его поверхность от жира. Параллельно с этим происходит процесс аморфного фосфатирования обрабатываемого основания. Работы по обработке металла выполняются вручную оператором, который равномерно распыляет пароводяную массу с помощью специального ствола для очистки. Температурный режим данного процесса должен соответствовать 140 градусам по Цельсию. В процессе распыления к раствору добавляются необходимые химические составляющие.
При обработке металла таким способом пользуются оборудованием двух типов: стационарным, где величина давления подачи нагревающего пара достигает 5 атмосфер, и передвижным.
Целью химической обработки металла является повышение его показателей прочности, а также антикоррозионная защита изделия. Это повышает сроки эксплуатации устройства.
К основным достоинствам химической обработки металлических поверхностей относятся:
- высокие показатели производительности ввиду быстрого протекания химических реакций;
- доступность обработки материалов, имеющих вязкую или особо твердую структуру;
- исключение механического или температурного воздействия на материал.
Одним из распространенных способов химического воздействия считается глубокое травление. Такой процесс еще называется химическим фрезерованием. Области его применения – это сложные по форме поверхности деталей, выполненных из тонкого металла, необходимость обработки большого количества мелких деталей. Такой вид обработки металлических поверхностей применяется в различных направлениях промышленного производства. Полностью процесс можно изучить на выставочной экспозиции, посвященной этой теме.
Термическая обработка стали, в результате которой изменяется химический состав поверхностных слоёв, называется химико-термической обработкой. Изделие нагревается в специально выбранной среде и изменение химического состава поверхности происходит благодаря переходу и внедрению атомов этого вещества в кристаллическую решётку стали.
Процесс проникновения одного вещества в другое при их соприкосновении называется диффузией. В зависимости от среды, в которой нагревается изделие, различают несколько видов химико-термической обработки. Наиболее распространёнными из них в промышленности являются: цементация, азотирование и цианирование.
Цементация
Процесс цементации заключается в насыщении поверхностного слоя металла углеродом. Количество углерода на поверхности металла после правильно проведённого режима цементации должно равняться 0,9-1,0%. Цементации подвергают изделия из малоуглеродистой стали. Цементованные изделия после закалки приобретают весьма высокую твёрдость поверхностного слоя, сохраняя мягкую вязкую сердцевину. Это сочетание имеет большое значение для деталей машин, работающих на трение и одновременно на удар или скручивание (шестерни, шпиндели, поршневые пальцы и др.). Твёрдая поверхность цементованных деталей хорошо сопротивляется истиранию, а вязкая сердцевина предохраняет от поломки при ударах.
В инструментальном производстве цементация применяется при изготовлении мерительного инструмента, приспособлений, некоторых видов монтажного инструмента и т. п.
Для цементации применяется углеродистая сталь и легированная конструкционная сталь с содержанием углерода до 0,25 %. Длинные тонкие детали сложной формы, подверженные короблению, следует изготовлять из стали с нижним пределом углерода, а детали массивные несложной формы, в которых требуется более прочная сердцевина - с верхним пределом углерода, доводя, в отдельных случаях, его содержание до 0,3 и даже 0,35%.
Цементуют сталь в твёрдой, газовой и (редко) жидкой средах, способных отдать свой углерод. Эти среды носят название карбюризаторов.
Цементация в твёрдом карбюризаторе. В качестве твёрдого карбюризатора в промышленности широко применяется смесь древесного угля с углекислыми солями (углекислым барием, углекислым натрием, углекислым кальцием).
Для приготовления карбюризатора уголь раздробляют на кусочки размером 3-10 мм и просеивают для удаления пыли. Уголь употребляют дубовый или берёзовый, так как уголь из мягких пород быстро сгорает. Углекислые соли измельчают в порошок и просеивают через мелкое сито.
Первый способ, при котором получается наиболее равномерная смесь, заключается в следующем: соль растворяют в воде, поливают этим раствором уголь, перемешивают и высушивают. Допускаемая влажность 5-7%.
Второй способ заключается в тщательном перемешивании угля и соли в сухом виде. Плохо перемешанный карбюризатор даёт неравномерный слой цементации, пятнистость.
Многие заводы применяют готовый карбюризатор, изготовленный Бондюжским заводом, из угля и нескольких видов углекислых солей. Карбюризаторы, изготовляемые заводами для своих нужд, обычно состоят из 85-90% древесного угля и 10-15% по весу углекислого натрия (кальцинированной соды). Для цементации применяют смесь из 20-30% свежего карбюризатора и 70-80% отработанного. На отдельных заводах применяют вместо угля древесные опилки, добавляют в карбюризатор обугленную кость, кожу и т. п. Однако все эти добавки, а также замена угля опилками, ухудшают качество цементации.
Детали, поступающие для цементации, должны быть сухими и очищены от окалины, ржавчины, грязи, масла, стружки и т. п.
Предохранение поверхностей изделий, не подлежащих цементации. Участки деталей, которые по технологическим условиям не должны цементоваться, предохраняют от науглероживания следующими способами:
1. Оставлением припуска в изделиях, обрабатываемых резанием. В местах, не подлежащих цементации, оставляют припуск больший, чем заданная глубина цементации. Перед закалкой этот припуск удаляется на станке.
2. Накладыванием обмазки. В качестве обмазки, накладываемой на места, не подлежащие цементации, применяются: а) глина, смешанная с жидким стеклом; б) смесь из глины, песка и асбестовой мелочи, замешанная на жидком стекле; в) смесь из термоизоляционного порошка или кварцевого песка (75%) и мелкой окалины (25%), просеянных через сито с ячейками 1 х 1 мм.
3. Омеднением. Участки, не подлежащие цементации, покрывают слоем меди толщиной 0,03-0,04 мм. Этот способ требует специального гальванического оборудования.
4. Фосфатированием. Места, подлежащие цементации, предварительно покрываются цапон-лаком, после чего изделие полностью погружается в ванну с горячим водным раствором фосфатов ортофосфорной кислоты, при этом непокрытые места изделий фосфатируются, что можно наблюдать по выделению пузырьков на поверхности раствора. Прекращение выделения пузырьков указывает на окончание фосфатирования. Процесс прост и надёжен.
Детали, подлежащие цементации, упаковывают в ящики с карбюризатором. Ящики лучше всего изготовлять по форме деталей. Это уменьшает время для прогрева ящиков и улучшает качество цементованного слоя. Однако изготовлять такие ящики рационально только при цементации больших количеств деталей. Во всех прочих случаях ящики изготовляют круглые, квадратные или прямоугольные, размеры их выбираются в зависимости от размера печи и количества загружаемых в них изделий.
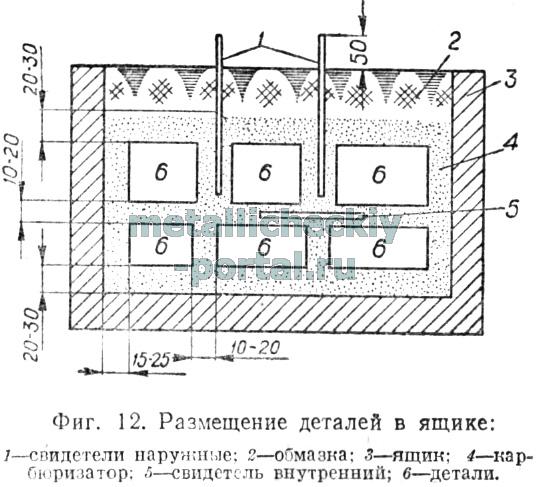
Наибольший размер ящиков при цементации в печах средней величины 250 х 500 х X 300 мм при толщине материала от 4 до 8 мм. Материалом для ящиков служит жаростойкая сталь, а при её отсутствии - обычная малоуглеродистая сталь. При упаковке деталей в ящики следует выдерживать расстояние между деталями 10-20 мм, а между деталями и дном 20-30 мм (фиг. 12).
При упаковке деталей карбюризатор плотно трамбуется, а ящик сверху обмазывается смесью из двух частей глины и одной части речного песка, разведённых водой до тестообразного состояния. Свидетели вкладываются в ящик для определения глубины цементации: один внутрь пакета для предъявления контрольному мастеру, а два наружных для контроля ведения процесса самим рабочим. Свидетели изготовляются из стали марки 15 или 20 диаметром 8-12 мм.
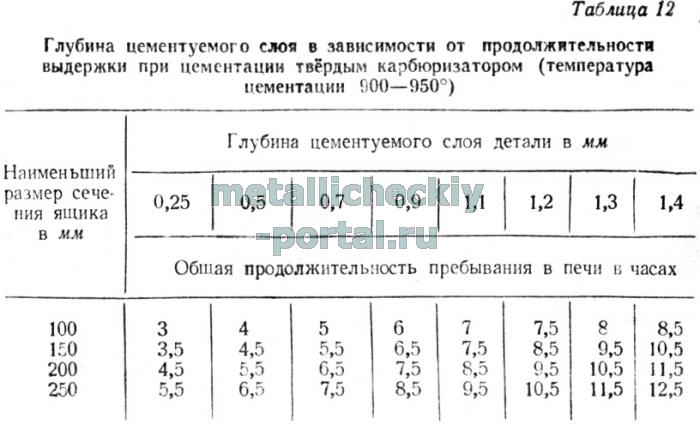
Технологический процесс цементации. Перед загрузкой ящиков в печь надо подсушить обмазку, чтобы она не растрескалась. Загрузку производить в печь, нагретую до 900 - 950°. В результате загрузки холодных ящиков в печь температура последней несколько снизится. Сквозной прогрев ящиков производить при температуре 780-800°. Практически окончание прогрева определяют по цвету подовой плиты; при недостаточном прогреве плита под ящиком будет тёмная, а при полном прогреве цвет подовой плиты будет везде одинаков. После прогрева ящиков при температуре 780-800° быстро подымают температуру до 900 - 950° и производят процесс цементации. Быстрый нагрев ящиков до температуры цементации сразу после посадки их в печь не рекомендуется, так как вследствие большой разницы температур между центром и краями ящика глбина цементации будет неодинакова. Продолжительность выдержки в зависимости от глубины цементуемого слоя приведена в табл. 12.
Окончание процесса цементации определяют по излому закалённого свидетеля. Один из свидетелей вынимается из ящика и закаливается примерно за час до предполагаемого окончания цементации, а второй - к моменту выгрузки.
Глубину цементованного слоя лучше всего определять путём травления излома закалённого свидетеля реактивом, состоящим из 100 см 3 денатурированного спирта, 1 см 3 соляной кислоты и 2 г хлористой меди.
Продолжительность травления - одна минута. Места не цементованные покрываются медью.
Охлаждение ящиков после цементации производят на воздухе. Распаковка горячих ящиков не рекомендуется, так как это не безопасно в противопожарном отношении и не экономно расходуется карбюризатор.
Газовая цементация
Процесс газовой цементации, разработанный советскими учёными Н. А. Минкевичем, С. К. Ильинским и В. И. Просвириным, осуществляется путём нагрева деталей в атмосфере газов, содержащих углерод. По сравнению с цементацией в твёрдом карбюризаторе цементация в газовом карбюризаторе имеет следующие преимущества: отпадает необходимость приготовления карбюризатора; сокращается время пребывания ящика с деталями в печи; уменьшается количество требуемой рабочей силы и площадей цеха и значительно улучшаются условия труда. Детали, подлежащие цементации, закладывают в муфель печи, подогретый до 900-950°, герметически закрывают и подают газ.
Для газовой цементации применяются: 1) естественный газ (дашавский, саратовский, приазовский); 2) искусственный газ; 3) генераторный газ и т. п.
Из искусственных газов наибольшее применение получил газ, приготовляемый путём разложения нефтепродуктов. Процесс приготовления газа таков: керосин подаётся каплями в нагретый стальной сосуд и там разлагается на смесь газов (процесс разложения называется пиролизом). Часть пиролизного газа подвергают дополнительной обработке - крекинг-процессу, при котором изменяется состав газа, так как при цементации одним пиролизным газом получаются плотные отложения сажи на деталях, малая глубина цементации и т. д. Для цементации применяют смесь из 40% пиролизного газа и 60% крекированного газа.
Термическая обработка цементированных изделий
Цементованные детали подвергаются закалке и отпуску. Закалку производят двойную или одинарную. При двойной закалке первая производится при температуре 860 -900° для улучшения структуры сердцевины, а вторая при температуре 760 -800° для придания твёрдости наружному слою.
На некоторых заводах считают рациональным производить одинарную закалку при температуре 760-800°. Инструменты, подвергающиеся цементации, должны обладать высокой твёрдостью и поэтому для них можно ограничиться одинарной закалкой, кроме случаев, оговоренных в технологии. После закалки изделия подвергают низкотемпературному отпуску для снятия внутренних напряжений. Инструмент, проходящий газовую цементацию, можно калить непосредственно из муфеля цементационной печи, слегка остудив его на воздухе.
Азотирование и цианирование
Азотирование. Процесс азотирования заключается в насыщении поверхностного слоя стали азотом. В результате азотирования этот слой приобретает весьма высокую твёрдость и сохраняет её при нагреве до 530-550°. Для азотирования применяют главным образом сталь, содержащую алюминий, хром и молибден.
Процесс азотирования заключается в пропускании аммиака через герметически закупоренный муфель, в котором находится деталь. Температура азотирования 500-600°. Газ, состоящий из азота и водорода, при этой температуре разлагается на составные части, из которых азот проникает в сталь, а водород удаляется из печи. Диффузия азота в сталь происходит очень медленно - в течение 40 -90 час. Большая длительность процесса и хрупкость азотированного слоя являются недостатками этого вида обработки.
Цианирование. Процесс насыщения поверхностного слоя стали азотом и углеродом называется цианированием. Различают два вида цианирования: высокотемпературное-при 750 -850° и низкотемпературное -при 530-560°. В инструментальном деле применяют в основном низкотемпературное цианирование инструментов, изготовленных из быстрорежущей стали для повышения их стойкости. Цианирование производится в жидкой, газовой и твёрдой средах.
Жидкое цианирование производится в расплавленных цианистых солях. Глубина цианирования зависит от состава ванны и продолжительности выдержки.
Цианированию подвергается окончательно обработанный и заточенный инструмент, поэтому процесс следует вести тщательно как в части соблюдения температур, так и в части осторожного обращения с инструментом.
 Газовое цианирование производится в смеси аммиака с газом, содержащим углерод. Детали загружаются в муфель печи, нагретый до 530-560°, затем в него подаются аммиак и газ, содержащий углерод, после чего печь герметически закрывается. При температуре 530-560° происходит разложение газов с выделением азота и углерода, которыми насыщается поверхность стали. В качестве газа, содержащего углерод, применяют природный, генераторный, пиролизный газы и т. п. Смесь для газового цианирования обычно состоит из 15-40% аммиака и 60-85% газа, содержащего углерод. Продолжительность выдержки в печи колеблется от 45 мин. до 2,5 часа и зависит от размера инструмента.
Газовое цианирование производится в смеси аммиака с газом, содержащим углерод. Детали загружаются в муфель печи, нагретый до 530-560°, затем в него подаются аммиак и газ, содержащий углерод, после чего печь герметически закрывается. При температуре 530-560° происходит разложение газов с выделением азота и углерода, которыми насыщается поверхность стали. В качестве газа, содержащего углерод, применяют природный, генераторный, пиролизный газы и т. п. Смесь для газового цианирования обычно состоит из 15-40% аммиака и 60-85% газа, содержащего углерод. Продолжительность выдержки в печи колеблется от 45 мин. до 2,5 часа и зависит от размера инструмента.
Твёрдое цианирование производится в смеси сухого древесного угля (60-70%) и жёлтой кровяной соли (30-40%). Приготовление смеси, упаковка в ящики и обмазка производятся так же, как и прп цементации. Продолжительность выдержки от 1 до 3 час. в зависимости от размеров инструмента. По окончании выдержки ящик охлаждается на воздухе до температуры 100-200°, после чего распаковывается.
Администрация Общая оценка статьи: Опубликовано: 2012.05.13