Una revisión de los métodos de tratamiento químico de metales. Procesamiento químico de metales.
Los métodos químicos son métodos de procesamiento de materiales en los cuales la eliminación de una capa de material ocurre debido a reacciones químicas en la zona de procesamiento. Ventajas de los métodos de procesamiento químico: a) alta productividad, proporcionada por velocidades de reacción relativamente altas, principalmente la falta de dependencia de la productividad del tamaño del área de superficie tratada y su forma; b) la posibilidad de procesar materiales particularmente duros o viscosos; c) efectos mecánicos y térmicos extremadamente pequeños durante el procesamiento, lo que permite procesar piezas de baja rigidez con una precisión y calidad de superficie suficientemente altas.
El grabado profundo dimensional (molienda química) es el método de tratamiento químico más común. Es aconsejable utilizar este método para procesar superficies de formas complejas en términos de piezas de paredes delgadas, para producir piezas tubulares u hojas con un cambio suave de espesor a lo largo de la longitud, así como para procesar un número significativo de piezas pequeñas o palanquillas redondas con grandes; El número de lugares mecanizados (perforación de superficies cilíndricas de tuberías). Mediante la eliminación local por este método del exceso de material en descarga o con poca carga, es posible reducir el peso total de los aviones y misiles sin reducir su resistencia y rigidez. En los Estados Unidos, el uso de fresado químico ha reducido el peso del ala de un bombardero supersónico en 270 kg. Este método le permite crear nuevos elementos estructurales, por ejemplo, láminas 1 de espesor variable. La molienda química también se utiliza en la fabricación de circuitos impresos de equipos electrónicos. En este caso, el panel hecho de material aislante recubierto en una o dos caras con papel de cobre, grabado para eliminar las secciones de circuito especificadas.
El proceso tecnológico de la molienda química consta de las siguientes operaciones.
1. Preparación de piezas para fresado químico para asegurar la posterior adhesión firme y confiable de la capa protectora a la superficie de la pieza. Para aleaciones de aluminio, esta preparación se lleva a cabo: desengrasado en gasolina B70; grabado ligero en un baño con sosa cáustica 45-55 g / ly fluoruro de sodio 45-55 g / l a una temperatura de 60-70 ° C durante 10-15 minutos para eliminar la capa revestida; lavado en aguas cálidas y frías y clarificación en ácido nítrico, seguido de lavado y secado. Para aleaciones inoxidables y de titanio, las piezas se preparan en escabeche para eliminar la incrustación en un baño con ácidos fluorhídrico (50-60 g / l) y nítrico (150-160 g / l) o en un baño con calentamiento eléctrico a 450-460 ° C en soda cáustica y nitrato de sodio (20%), seguido de lavado y secado, desengrasado y grabado leve con lavado y secado repetidos.
2. La aplicación de recubrimientos protectores a los lugares de la pieza de trabajo que no están sujetos a grabado. Se produce mediante la instalación de recubrimientos especiales, patrones químicamente resistentes de tipo adherente o, con mayor frecuencia, aplicando recubrimientos de pintura y barniz, que generalmente se utilizan barnices y esmaltes de perclorovinilo, barnices de poliamida y materiales basados \u200b\u200ben gomas sin opreno. Por lo tanto, para las aleaciones de aluminio, se recomienda esmalte ПХВ510В, solvente RS1 TU МХП184852 y esmalte ХВ16 ТУ МХПК-51257, solvente R5 ТУ МХП219150, para aleaciones de titanio - pegamento AK20, diluyente RVD. Para una mejor adhesión de estos recubrimientos al metal, la anodización de la superficie a veces se realiza de manera preliminar. La aplicación de recubrimientos de pintura se realiza con pinceles o pistolas con protección preliminar de los lugares de grabado con patrones o por inmersión en un baño; en este último caso, el contorno se marca en la película protectora seca, luego se corta y se retira.
3. La disolución química se lleva a cabo en bañeras de acuerdo con el régimen de temperatura. La molienda química de aleaciones de aluminio y magnesio se lleva a cabo en soluciones de álcalis cáusticos; aceros, titanio, aleaciones especiales resistentes al calor e inoxidables, en soluciones de ácidos minerales fuertes.
4. La limpieza después del grabado de las piezas hechas de aleaciones de aluminio con una capa protectora de esmalte se lleva a cabo lavando en agua corriente a una temperatura de 50 + 70 ° C, sumergiendo la capa protectora en agua corriente más caliente a una temperatura
70-90 ° C y la posterior eliminación de la capa protectora con cuchillos manualmente o con cepillos suaves en una solución de acetato de etilo con gasolina (2: 1). Luego se realiza un aligeramiento o un ligero grabado y secado.
 La calidad de la superficie después del fresado químico está determinada por la rugosidad de la superficie inicial de la pieza de trabajo y las condiciones de grabado; Por lo general, es 1-2 clases más bajas que la pureza de la superficie original. Después del grabado, todos los defectos previamente presentes en la pieza de trabajo. (riesgos, arañazos, golpes) conservan su profundidad, pero se amplían y adquieren una mayor suavidad; cuanto mayor es la profundidad de grabado, más pronunciados son estos cambios. La calidad de la superficie también se ve afectada por el método para preparar los espacios en blanco y su tratamiento térmico; El material laminado proporciona una mejor superficie que el estampado o prensado. Se obtiene una gran rugosidad de la superficie con irregularidades expresadas bruscamente en palanquillas fundidas.
La calidad de la superficie después del fresado químico está determinada por la rugosidad de la superficie inicial de la pieza de trabajo y las condiciones de grabado; Por lo general, es 1-2 clases más bajas que la pureza de la superficie original. Después del grabado, todos los defectos previamente presentes en la pieza de trabajo. (riesgos, arañazos, golpes) conservan su profundidad, pero se amplían y adquieren una mayor suavidad; cuanto mayor es la profundidad de grabado, más pronunciados son estos cambios. La calidad de la superficie también se ve afectada por el método para preparar los espacios en blanco y su tratamiento térmico; El material laminado proporciona una mejor superficie que el estampado o prensado. Se obtiene una gran rugosidad de la superficie con irregularidades expresadas bruscamente en palanquillas fundidas.
La rugosidad de la superficie está influenciada por la estructura del material, el tamaño de grano y su orientación. Las láminas de aluminio endurecidas y envejecidas tienen un mayor acabado superficial. Si la estructura es de grano grueso (por ejemplo, el metal está recocido), entonces la superficie terminada tendrá grandes asperezas, desigual, irregular. El más adecuado para el tratamiento químico debe considerarse una estructura de grano fino. Las preformas de acero al carbono se tratan mejor mediante molienda química antes del enfriamiento rápido, como en el caso del decapado de hidrógeno durante el decapado, el calentamiento posterior ayuda a eliminar el hidrógeno. Sin embargo, es deseable endurecer las piezas de acero de paredes delgadas antes del tratamiento químico, ya que el tratamiento térmico posterior puede causar su deformación. La superficie tratada por fresado químico siempre se afloja un poco debido al decapado y, por lo tanto, este método reduce significativamente las características de fatiga de la pieza. Dado esto, para piezas que trabajan bajo cargas cíclicas, es necesario realizar el pulido después del fresado químico.
La precisión de la molienda química ± 0,05 mm. profundidad y no menos de +0.08 mm a lo largo del contorno; El radio de curvatura de la pared del recorte es igual a la profundidad. La molienda química se lleva a cabo generalmente a una profundidad de 4-6 mm y con menos frecuencia hasta 12 mm; A mayor profundidad de fresado, la calidad de la superficie y la precisión del mecanizado se deterioran notablemente. El espesor final mínimo de la lámina después del grabado puede ser de 0,05 mm, por lo tanto, el fresado químico puede procesar piezas con puentes muy delgados sin deformación, realizar el procesamiento en un cono sumergiendo gradualmente la pieza en una solución. Si es necesario grabar en ambos lados, es necesario colocar la pieza de trabajo verticalmente para permitir que el gas liberado se eleve libremente de la superficie, o grabar en dos pasos: 1 primero en un lado y luego en el otro. El segundo método es preferible, ya que con la posición vertical de la pieza de trabajo, los bordes superiores de los cortes se procesan peor debido a las burbujas de gas que caen allí. En la fabricación de cortes profundos, se deben aplicar medidas especiales (por ejemplo, vibraciones) para eliminar el gas de la superficie a tratar que impide el proceso normal. El control de la profundidad y el grabado durante el procesamiento se lleva a cabo por inmersión.Al mismo tiempo que se preparan las muestras de control, el control de tamaño directo con medidores de espesor, como soportes indicadores o electrónicos, así como a través del control de peso automático.
El rendimiento de la molienda química está determinado por la profundidad de la tasa de eliminación de material. La velocidad de grabado aumenta al aumentar la temperatura de la solución en aproximadamente un 50-60% por cada 10 ° C, y también depende del tipo de solución, su concentración y pureza. La mezcla de la solución durante el grabado se puede hacer con aire comprimido. El proceso de grabado está determinado por la reacción exotérmica, por lo que el suministro de aire comprimido lo enfría un poco, pero básicamente la temperatura constante se garantiza colocando bobinas de agua en el baño.
El grabado por inmersión tiene una serie de inconvenientes: el uso de mano de obra, una descomposición parcial de las películas protectoras en superficies no procesadas. Cuando se procesan varias piezas, el método de grabado por chorro, en el cual el álcali es suministrado por las boquillas, es más prometedor.
Un medio para aumentar el rendimiento de la molienda química es el uso de vibraciones ultrasónicas con una frecuencia de 15-40 kHz; en este caso, la productividad del procesamiento aumenta en 1.52.5 veces, hasta 10 mm / h. El proceso de tratamiento químico también se acelera significativamente bajo la influencia de la radiación infrarroja direccional. En estas condiciones, no es necesario aplicar recubrimientos protectores, ya que el metal se somete a un fuerte calentamiento a lo largo de un circuito de calentamiento dado, las secciones restantes, al estar frías, prácticamente no se disuelven.
El tiempo de grabado se establece empíricamente en muestras de control. Los blancos grabados se retiran de la máquina de decapado, se lavan con agua fría y se tratan con BF4 a una temperatura de 60-80 ° C en una solución que contiene 200 g / l de sosa cáustica para eliminar la emulsión, la pintura y el pegamento. Las partes terminadas se lavan y secan a fondo en una corriente de aire.
Mejorar las condiciones de desbaste de las preformas cortando al quitar primero la corteza mediante decapado es otro ejemplo de la acción de disolución de un reactivo. Antes del grabado, los espacios en blanco se soplan con arena para eliminar la incrustación. El grabado de aleaciones de titanio se lleva a cabo en un reactivo que consiste en 16% de ácido nítrico y 5% de ácido fluorhídrico y 79% de agua. De acuerdo con la literatura extranjera, el grabado se usa en baños de sal seguido de lavado en agua y luego grabado en grabado ácido para la limpieza final de la superficie.
Los efectos químicos del medio de proceso también se utilizan para mejorar los procesos de corte convencionales; Los métodos de procesamiento de materiales basados \u200b\u200ben una combinación de efectos químicos y mecánicos están encontrando una aplicación más amplia. Ejemplos de métodos ya dominados son el método químico-mecánico de rectificado de aleaciones duras, pulido químico, etc.
Niquelado químico. El revestimiento de aleación de níquel-fósforo se puede obtener por métodos electroquímicos y químicos. Este último se basa en la separación de metales de soluciones acuosas de sus sales utilizando agentes reductores químicos. En comparación con el método electroquímico, es más productivo y requiere menos gasto de capital. Dado que la recuperación de níquel se produce en la superficie del producto, el espesor del precipitado en todas las partes de la superficie es exactamente el mismo, independientemente de la configuración del producto.
El niquelado químico puede estar hecho de acero, hierro fundido, bronce estañado, bronce fosforoso, aluminio y sus aleaciones.
la temperatura del baño depende de su composición y no supera los 95 ° C. El recubrimiento resultante contiene 92-95% de níquel. La estructura de revestimiento es metaestable amorfa, microdureza „о о о 4500-6000 MPa. Cuando el recubrimiento se calienta a 300 ° C y más, su estructura se equilibra con la formación del compuesto β1 3 R. La resistencia a la corrosión de un recubrimiento de níquel depositado químicamente es mayor que la de un recubrimiento de níquel electrolítico.
La resistencia de adhesión de los recubrimientos de níquel-fósforo al metal base, su dureza, resistencia a la corrosión y resistencia al desgaste pueden mejorarse o aumentarse mediante tratamiento térmico. Es necesario calentar la pieza a 200 ° C durante el tratamiento térmico para reducir las tensiones residuales que pueden causar el desprendimiento del recubrimiento del metal base. La dureza del recubrimiento aumenta al aumentar la temperatura del tratamiento térmico; a una temperatura de 350-500 ° C y manteniendo durante 15-20 minutos, la dureza adquiere el mayor valor. Un aumento en el tiempo de tratamiento térmico a 40-60 min aumenta la resistencia de adhesión del recubrimiento y sus propiedades anticorrosivas. A una temperatura de 600 ° C, la microdureza del recubrimiento es de 650–700 MPa, que es más alta que la dureza del recubrimiento de cromo (C A. Vienshenkov).
El niquelado químico de una de las partes en un par de fricción de duraluminio sobre duraluminio aumenta la resistencia al desgaste del par varias veces.
El recubrimiento de níquel-fósforo se gana bien en tándem con metales.
La capacidad del recubrimiento de níquel-fósforo para soportar cargas cíclicas es baja.
El niquelado químico con un espesor de aproximadamente 0.1 mm se puede recomendar como protección en condiciones atmosféricas y en el ambiente de productos derivados del petróleo (émbolos de boquillas de bomba, pivotes, etc.), como recubrimiento resistente al calor y protector para piezas que operan en condiciones altas (hasta 600 ° C) temperaturas en un ambiente agresivo y durante la fricción (válvulas de motores de combustión interna, empujadores, anillos de pistón, etc.).
Oxidación-el proceso de formación artificial de una película de óxido sobre una superficie metálica. La película de óxido de metales ferrosos consiste en los cristales más pequeños de óxido de hierro magnético Fe 3 0 4 y tiene un espesor pequeño (hasta 3 μm), baja dureza, porosidad significativa y buena adhesión a la base. Debido a sus características y propiedades estructurales, la película retiene bien los lubricantes, evita el agarre en un par de fricción de metales ferrosos y, cuando se desgasta, crea el abrasivo más fino, acelera el rozamiento de las superficies de fricción.
La película sobre acero se puede obtener por tratamiento químico, electroquímico, térmico o termoquímico. El tratamiento químico se lleva a cabo en baños alcalinos y ácidos a una temperatura de solución, dependiendo de la composición, 138-165 ° C y una duración de no más de 2 horas. La película resultante no es puramente óxido, sino que también contiene una cierta cantidad de fosfatos.
El tratamiento electroquímico consiste en oxidación anódica en soluciones alcalinas calientes de agentes oxidantes. La oxidación térmica y termoquímica se lleva a cabo calentando productos en nitrato fundido o en aire. Recientemente, el tratamiento con vapor ha sido ampliamente utilizado, que está sujeto a herramientas hechas de aceros de alta velocidad, piezas de hierro fundido (anillos de pistón, seguidores de válvulas, etc.), así como piezas de acero estructural para ser templadas a una temperatura de aproximadamente 700 ° C. El espesor de la película alcanza 6 micras. Según algunos datos experimentales, las propiedades de presión extrema del hierro fundido cuando se trata con vapor a 550-600 ° C es significativamente mayor que con la fosfatación y la sulfuración a baja temperatura.
En aluminio, una película de óxido de origen natural u obtenida químicamente con un espesor de 0.5 a 5 μm se adhiere firmemente al metal base, tiene una dureza significativa y alta resistencia al desgaste, una porosidad promedio de aproximadamente 20% y resistencia al calor de hasta 1500 ° C. La oxidación seguida de la impregnación de la película con aceites lubricantes de grafito coloidal sirve como base para la fabricación de rodamientos de aluminio con altas propiedades antifricción.
Mediante el procesamiento electroquímico en aluminio y sus aleaciones, se obtienen películas con un espesor de 3 μm a 0.3 mm; El proceso de producción de películas de óxido con un espesor de más de 60 micras se llama anodizado profundo. Este tratamiento se somete a aleaciones con un contenido de no más de 4.5% Cu y 7% 31. Las películas tienen una alta dureza; cerca de la superficie, donde la película se afloja ligeramente por la acción de un electrolito, su dureza disminuye. El recubrimiento anódico sólido resultante es resistente al desgaste. Durante el procesamiento anódico, se forma una capa oxidada al profundizar en el grosor del metal y debido a la acumulación de la película en la superficie. Por lo tanto, durante la anodización, el tamaño de la superficie cilíndrica aumenta aproximadamente el grosor de la capa. El recubrimiento del ánodo puede pulirse y pulirse. La capa anodizada no se combina satisfactoriamente con un recubrimiento cromado electrolítico.
El anodizado profundo de pistones hechos de aleaciones de aluminio de motores de combustión interna aumenta su confiabilidad (disminuye el número de atascos de pistón) y reduce
tasa de desgaste de las ranuras anulares. Existe una experiencia positiva de usar engranajes anodizados hechos de aleación de aluminio en lugar de bronce en mecanismos de relojería y experiencia en el uso de engranajes anodizados de aleaciones de aluminio en lugar de acero en sistemas hidráulicos.
La fosfatación es el proceso de formación de una película de sales de fosfato insolubles en una superficie metálica. El fosfatado se lleva a cabo químicamente (en un baño o en una corriente de solución) o electroquímicamente. La temperatura del baño para metales ferrosos no es superior a 90 ° C.
La película de fosfato de metales ferrosos tiene un grosor de 2 a 50 micras y una estructura cristalina fina a gruesa según el modo de proceso; cambia ligeramente el tamaño del producto; se adhiere muy firmemente a la base; no humedecido por metal fundido; resistente al calor hasta 600 ° C; estable en condiciones atmosféricas, en aceites lubricantes, productos derivados del petróleo y en todos los gases excepto el sulfuro de hidrógeno; tiene baja dureza, baja resistencia mecánica y elasticidad; tiene una superficie porosa altamente desarrollada y mantiene firmemente aceites lubricantes, barnices y pinturas. El recubrimiento de fosfato, como el recubrimiento de óxido, es el abrasivo más fino cuando se usa; Es muchas veces más resistente a la corrosión que el óxido obtenido en soluciones alcalinas, y se puede utilizar con éxito en la ejecución.
El esquema de acción del recubrimiento durante la fricción es el siguiente. Inicialmente, la fuerza de fricción de una superficie fosfatada sobre una fosfatada o cualquier otra significativa. Luego, los cristales de fosfato en las protuberancias de las irregularidades de las superficies de contacto se activan rápidamente y comienzan a actuar como abrasivos. El coeficiente de fricción disminuye bruscamente al comienzo del movimiento y continúa disminuyendo a medida que avanza. Los cristales de fosfato en la etapa inicial de la operación del par lo protegen de la incautación.
Existe una experiencia positiva en fosfatar anillos de pistón de motores de combustión interna, camisas de cilindros y bujes de motores grandes, los dedos de las cabezas superiores de las bielas, engranajes, etc. El fosfatado también previene las convulsiones a menudo observadas en los extremos de las nueces cuando se están enrollando.
Las principales ventajas del recubrimiento de fosfato como capa de rodadura en comparación con el óxido en metales ferrosos son mayor espesor, mayor porosidad y menor dureza. Como resultado de la fosfatación, la fragilidad del acero aumenta ligeramente, lo que se asocia con la hidrogenación del metal y la formación de agujeros en su superficie durante la fosfatación.
El recubrimiento de fosfato como una subcapa para el disulfuro de molibdeno aumenta la fuerza de adhesión y aumenta la resistencia de las superficies a diez veces.
La sulfuración es un proceso termoquímico para procesar productos hechos de aleaciones a base de hierro para enriquecer sus capas superficiales con azufre.
La sulfuración se lleva a cabo en ambientes que contienen azufre líquido, sólido o gaseoso; Puede ser de baja, media y alta temperatura. En consecuencia, los regímenes de temperatura serán 150-450, 540-580 y 850-950 ° C. Dependiendo de la composición del medio, el régimen de temperatura y el tiempo de procesamiento, se pueden formar otras fases en la capa superficial del producto junto con FeS y FeS 2.
La mayor profundidad de la capa a sulfuración a temperatura media es de 0,04 mm. El procesamiento a baja temperatura es ineficaz, pero puede ser aconsejable cuando se combina sulfuración y templado a baja temperatura de productos endurecidos de carbono y acero de baja aleación.
Una variedad de sulfuración es la sulfocianación, en la cual la superficie de la ferroaleación está saturada de azufre, nitrógeno y carbono. La sulfocianación se lleva a cabo generalmente a 540-580 ° C y se mantiene en el baño durante 1 a 3 horas, dependiendo de la pieza de trabajo. La profundidad de la capa es de aproximadamente 0,04 mm.
El hierro sulfuroso o sulfuroso triturado sirve como medio sólido para la sulfuración. La profundidad de la difusión de azufre durante el tratamiento a temperatura media es la misma que con la sulfuración líquida; a alta temperatura, la profundidad de procesamiento es de hasta 1 mm.
El grosor de la capa superficial en la que se detectan sulfuros o nitruros alcanza 0.1 mm con sulfuración de gas.
Productos de sulfuro después de un mecanizado completo y desengrasado; Se recomienda un ligero calentamiento antes de cargarlo en el baño. Después de enfriar los productos procesados \u200b\u200ba 100-120 ° C, se lavan y se sumergen en aceite calentado a 120 ° C.
La rugosidad de la superficie después de la sulfuración es mucho mayor que la original. La sulfuración se acompaña de un cierto aumento en el tamaño de las piezas. La deformación de las piezas durante el procesamiento a baja y media temperatura es insignificante.
El efecto de la sulfuración es el siguiente. Una película de sulfuro que tiene una resistencia menor que el metal base se destruye fácilmente por fricción y se separa de la base sin deformación plástica, evitando el fraguado de las superficies de fricción. En áreas de contacto directo de superficies, donde se desarrollan altas temperaturas locales durante la fricción, en una superficie no saturada de azufre, se forman compuestos de azufre de hierro, que se transforman parcialmente en productos de desgaste. La capa de sulfuro y sus productos de desgaste tienen una alta capacidad de adsorción y activan la acción del aceite lubricante. Estas circunstancias, junto con el tamaño pequeño y la capacidad de rayar los productos de desgaste de sulfuro, aceleran el deslizamiento de las superficies y proporcionan su pequeña aspereza después del rodaje; por ejemplo, para superficies lubricadas de acero Ra -0,32 ... 0,04 μm.
En el proceso de desgaste, el azufre se difunde profundamente en el metal y con mayor intensidad, mayor es la presión. A este respecto, las propiedades antifricción inherentes a la capa de sulfuro se mantienen a un valor de desgaste que excede significativamente el espesor de la capa inicial. Sin embargo, tanto la capa de sulfuro inicial como la renovable representan una zona con una concentración de compuestos de azufre que disminuye gradualmente hacia el núcleo.
En máquinas con un sistema de lubricación circulante, la instalación de partes sulfuradas en pares de fricción afectará, en mayor o menor medida, el trabajo de todos los pares, que incluyen partes de metales ferrosos, ya que los sulfuros se depositarán con aceite en todas las superficies de fricción.
La sulfuración pura debe considerarse solo como una forma de acelerar el rodaje y como una medida para evitar la puntuación. No puede servir como método para aumentar la resistencia al desgaste, con la excepción de los nodos de baja velocidad en los que la capa de sulfuro se almacena durante mucho tiempo.
La sulfuración no puede servir como protección contra la corrosión. Se puede obtener un resultado positivo al sulfurar una de las superficies de fricción. Calentar partes sulfuradas a 500 ° C no cambia el contenido de azufre en las capas superficiales.
La sulfocianinación es un medio para aumentar la resistencia al desgaste de las piezas de metales ferrosos; aumenta la dureza y la resistencia a la fatiga y reduce la ductilidad. La resistencia a la corrosión del acero sulfocianato en el aire y en el agua no es inferior a la del cianato.
Camisas de cilindro, pistones y anillos de motores de combustión interna, compresores y máquinas de vapor de sulfuro y sulfocianato; cojinetes lisos de acero (instalados en lugar de bronce); levas de acoplamiento, tuercas de husillo, partes de piezas móviles que son difíciles de lubricar debido a la alta temperatura ambiente o la falta de disponibilidad. Al reemplazar los insertos de bronce de los cojinetes con carga pesada de algunas máquinas con cojinetes de acero sulfocianados, la durabilidad de los cojinetes aumentó varias veces. Las pruebas han demostrado la posibilidad de reemplazar el bronce con hierro fundido sulfocianato en ruedas helicoidales a velocidades de deslizamiento de malla de aproximadamente 2 m / s.
Al vapor. El método consiste en procesar piezas de acero y hierro fundido con vapor sobrecalentado a una temperatura de 500-600 ° C, presión de vapor de hasta 0.1 MPa y un tiempo de retención de 1-2 horas. El método es simple, no requiere equipos costosos complejos y no es perjudicial para el personal de mantenimiento. Los anillos de pistón de los motores y compresores de combustión interna, las herramientas de acero de alta velocidad y otros productos están sujetos a procesamiento. La película de óxido formada durante el procesamiento de piezas contribuye al rodaje, reduce la probabilidad de puntuación y aumenta la resistencia al desgaste de las piezas.
El procesamiento químico en la fabricación de dispositivos semiconductores cubre las operaciones tecnológicas básicas que se enumeran a continuación.
El tratamiento químico con fosfatos y taninos no afecta las soluciones de silicato.
Alimentador de baño LTS-18. El tratamiento químico se lleva a cabo en tanques llenos de aceite de linaza. Luego los electrodos se colocan en tanques de cloración. La cloración de grafito en agua fría dura un día. Esto completa el proceso de tratamiento químico de los ánodos.
Tratamientos químicos antes de la floración e inmediatamente después de la floración en la lucha contra las plagas de los brotes y las hojas (ácaro de la grosella, moscas de sierra, polillas, pulgones), órganos generativos (polillas de ganso) y partes esqueléticas (vidrio y pez dorado), así como en el control de polvos Rocío y antracnosis.
El tratamiento químico consiste en el grabado secuencial en soluciones de ácidos clorhídrico y nítrico de cierta concentración a ciertas temperaturas con enjuagues intermedios en agua y debe realizarse con cuidado y cuidado para evitar daños significativos en el rectificador.
El tratamiento químico comienza en una solución de nitrato de plata, y la imagen es muy clara. La película de sulfuro formada durante el procesamiento adicional con reactivo Na, independientemente de la composición química, debería causar el mismo efecto que la película de óxido durante el grabado térmico.
El procesamiento químico se lleva a cabo mediante la introducción de un reactivo químico en un bloque intermedio con OA, que está equipado con mezcladores hidráulicos o sistemas combinados de mezcladores hidráulicos y mecánicos.
Es necesario un tratamiento químico (fosfatado, grabado con pasivación de la superficie recubierta) para obtener recubrimientos de alta calidad, ya que mejora la adhesión del recubrimiento polimérico a la base metálica.
El efecto del tratamiento térmico sobre las propiedades de las fibras de poli-d-benzamida obtenidas en presencia de. El tratamiento químico se usa ampliamente para modificar las poliamidas alifáticas. En relación con las poliamidas aromáticas, esta dirección está actualmente poco desarrollada, aunque los datos disponibles indican la fecundidad del tratamiento químico.
El tratamiento químico también se acompaña de la eliminación de un cierto grosor de las capas superficiales del material de la matriz. Típicamente, este tratamiento implica desengrasado, grabado con álcali o ácido, y a veces una combinación de los dos, pasivación superficial. Después de cada una de las operaciones anteriores, se aplica necesariamente el lavado. Los reactivos para el tratamiento químico se seleccionan individualmente para cada matriz. Los parámetros tecnológicos del proceso de tratamiento químico, incluida la concentración de los agentes de grabado, la temperatura y el tiempo de procesamiento, se determinan experimentalmente a partir de las condiciones para garantizar la calidad necesaria de las capas superficiales, mantener esta calidad durante un tiempo (incluido el intervalo entre el procesamiento químico y las operaciones de soldadura por difusión) y eliminar las capas superficiales de la matriz de un espesor determinado. . La última condición está relacionada con el hecho de que las láminas delgadas (0 007 - 0 1 mm) generalmente se usan como matriz, y la eliminación de algunas micras de la superficie de una capa en el futuro puede cambiar significativamente la relación de la matriz y el endurecedor en el material compuesto.
Diagrama de resistencia de la unión soldada del acero estructural 45 del acero 45 del método de desengrase. Modo de soldadura 1000 C, t5 min., P20 - 4 mm Hg. Art., P2 kg / mm2. Tratamiento químico y lavado: las superficies pueden estabilizar las características de resistencia del compuesto. Además, las acciones de diferentes entornos son diferentes. Cuando se desengrasa, por ejemplo, con tetracloruro de carbono, la resistencia aumenta en un 14%, en comparación con la limpieza con acetona.
El tratamiento químico con cloro gaseoso o una solución acuosa de chrompeak, que son agentes oxidantes fuertes, da buenos resultados, pero no está tecnológicamente avanzado debido a la dificultad para controlar el grado de procesamiento, el uso de sustancias nocivas y el problema de su eliminación después del uso, así como un proceso de varias etapas.
Procesamiento químico y métodos para la preparación y purificación de oro y platino.
Representación esquemática de ánodos con una superficie lisa (a y rugosa (b). El tratamiento químico es el grabado de la lámina del ánodo en soluciones que corroen el aluminio. Los tipos de soluciones de grabado más utilizados son: a) 400 - 600 el3 HC1 por 1000 cm3 de Н3О a 70 - 90 С ; b) 250 - 600 cm3 de HC1 y 0 15 - 1 25 g de CuC12 por 1000 cm3 de H2O a 65 - 85 C; c) 200 - 300 cm3 HCl y 150 - 200 cm3 HNOS por 1000 cm3 H2O a 90 - 95 C.
Representación esquemática de ánodos con una superficie lisa (a y rugosa (b). El procesamiento químico permite un aumento en el corte del ánodo hasta 8-10 veces en comparación con los ánodos lisos. Un mayor aumento en la capacidad específica requiere el uso de una profundidad de grabado excesiva asociada con la necesidad de usar una lámina anódica de mayor espesor y lo que dificulta el lavado de los iones de cloro que quedan en los poros después del grabado.
El tratamiento químico se puede usar tanto de forma independiente como en combinación con ultrasonido. Un inconveniente significativo de la limpieza química de sustratos es la necesidad de controlar la pureza de la solución de lavado para evitar la contaminación del sustrato con sustancias previamente disueltas en la solución de lavado. Un requisito previo para terminar el lavado es la actualización constante del medio de limpieza.
Los tratamientos químicos no alivian completamente las plantas del ácaro lila. Después de la finalización de los tratamientos químicos, la infestación de lila con una garrapata después de 1 a 2 años se restablece a su valor original. Por lo tanto, también se probaron otros métodos para tratarlo.
El tratamiento químico (grabado) de tuberías para sistemas consiste en las siguientes operaciones: a) grabado en una solución ácida; b) enjuagar con agua corriente; c) neutralización; g) enjuagar con agua caliente; e) secado; e) lubricación con aceite de máquina; g) tapar los extremos de las tuberías con corchos de madera.
Los tratamientos químicos le permiten ahorrar aproximadamente 2 5 centavos de grano por hectárea.
El procesamiento químico consume menos tiempo y puede ser más productivo que la molienda mecánica.
El tratamiento químico se usa con mayor frecuencia para proteger las piezas de la corrosión (oxidación, fosfato); como imprimación para pinturas y barnices (fosfatación); para colorear metales; para mejorar el deslizamiento de las superficies de roce.
Se puede realizar un tratamiento químico según el tipo de dispositivo y la etapa del proceso. varios métodos y es una operación obligatoria que precede a todas las operaciones térmicas. Después del mecanizado, se realiza un tratamiento químico para eliminar una capa de semiconductor alterada mecánicamente y limpiar la superficie.
El tratamiento químico puede no dar el efecto deseado si el pesticida es arrastrado por la lluvia de las plantas o después del tratamiento llegan nuevos lotes de insectos a estos macizos, o la temperatura del aire cae bruscamente.
El tratamiento químico es el principal medio para lograr que las propiedades del fluido de perforación se ajusten a condiciones geológicas y técnicas específicas. El uso de reactivos más caros se considera aconsejable si el efecto deseado se logra con pequeños aditivos de acción direccional, raramente introducidos, ambientalmente seguros y bien combinados con otros materiales.
El procesamiento químico, la compensación de desequilibrio, así como la alteración (excepto la calibración de perfiles y la impregnación de baquelita) de los círculos de alta velocidad no están permitidos.
Los tratamientos químicos y las preparaciones microbiológicas se aplican de manera diferencial según las zonas de cultivo de algodón.
El tratamiento químico tiene como objetivo crear, debido a la oxidación de la superficie, grupos polares (OH, CO, etc.) que sean capaces de interacción química o de adsorción con adhesivos. Para las poliolefinas, dichos reactivos son diversas mezclas de cromo, permanganato de potasio, ácido sulfúrico concentrado y otros agentes oxidantes. En particular, se obtendrán buenos resultados al procesar polietileno durante 1 a 10 minutos a una temperatura de 70 a 100 ° C en una mezcla: 50 g de K2Cg207, 880 g de H2SO4 al 98% y 70 g de H2O, seguido de lavado en agua.
El tratamiento químico ha demostrado que en los cultivos de maíz no es necesario llevar a cabo un aflojamiento mecánico de los espacios entre hileras. El uso de herbicidas, especialmente simazina y atrazina, le permite cambiar completamente al cultivo de maíz sin el costo de la mano de obra.
El tratamiento químico no ha recibido un uso generalizado, ya que la aplicación de este método se complica por la gran cantidad de licor descargado por las fábricas de pulpa y, en consecuencia, el alto consumo de reactivos, así como el gran volumen del precipitado resultante.
El tratamiento químico en una solución de sulfato de níquel a pH Зч-6 de palanquillas pregrabadas es la operación más importante en el proceso tecnológico de preparación del acero para esmaltar. Se forma una película de níquel en la superficie del acero, que actúa como agente de unión cuando se dispara tierra o esmalte que no contiene NiO. Sin embargo, en condiciones de producción no siempre se logran resultados favorables y, por lo tanto, este tratamiento no se usa en todas las plantas.
El procesamiento químico varía significativamente según el material que se procesa.
El tratamiento químico en una solución de sulfato de níquel a pH 3b de palanquillas pregrabadas es la operación más importante en el proceso tecnológico de preparación del acero para el esmaltado. Se forma una película de níquel en la superficie del acero, que actúa como agente de unión cuando se dispara tierra o esmalte que no contiene NiO. Sin embargo, en condiciones de producción no siempre se obtienen resultados favorables y, por lo tanto, este tratamiento no siempre se aplica.
El tratamiento químico con pesticidas debe llevarse a cabo solo después de un examen preliminar y el establecimiento por parte de un especialista en protección de plantas de la conveniencia de dicho tratamiento. El tratamiento con pesticidas en áreas que no lo necesitan está prohibido. La introducción de pesticidas en el suelo, el tratamiento de las plantas debe llevarse a cabo teniendo en cuenta su contenido de fondo en el suelo para que la cantidad total del medicamento no supere las cantidades máximas permitidas. El tratamiento con pesticidas se lleva a cabo de manera oportuna con la observancia obligatoria de los estándares de consumo y la frecuencia de aplicación del medicamento.
El tratamiento químico debe garantizar una buena mezcla de la muestra y el indicador. Consiste en disolver o descomponer la muestra y puede incluir la conversión del elemento de muestra y el indicador en el mismo compuesto químico. Deben tenerse en cuenta las siguientes dos características.
El tratamiento químico se puede aplicar eficazmente tanto en combinación con ultrasonido como de forma independiente.
El procesamiento químico se usa generalmente para productos de forma compleja, en particular, productos grandes, cuando otros métodos de procesamiento no son aplicables. Implica la inmersión de un artículo (de LDPE o HDPE) en una solución de ataque químico, por ejemplo, en ácido crómico, permanganato, ácido sulfúrico o clorosulfónico. Los estudios que utilizan espectroscopía infrarroja revelan cambios químicos significativos en la superficie en el caso de LDPE, pero no HDPE o PP.
Dependencia de la proporción de los índices de filtración de cáscara de una suspensión de bentonita al 4% para agua (G7K 10 8 105 s / my para soluciones acuosas de reactivos y electrolitos en la concentración. / - GPAA. 2 - KMTS-500. 3 - USRM. 4 - Na2SiO3. 5 - NaCI. 6 - KCI. 7 - CaCI2. 8 - MgCI2. | Dependencia del índice de filtración de las costras / 7K de la concentración de reactivos poliméricos que procesaron las costras iniciales antes de filtrar una suspensión de caolín al 20% .7 - GPAA. 2 - metas. 3 - KMTs-500. El procesamiento químico permite modificar la superficie de los canales de poros en la torta del filtro. m caso, juega la actividad de la fase de formación de estructura.
El procesamiento químico se basa en la oxidación del mercurio con su conversión en óxido o cloruro. Un método basado en la interacción del mercurio con una solución acuosa de cloruro de hierro al 20% se considera uno de los más simples y confiables. La superficie a tratar se humedece abundantemente con una solución y se limpia varias veces con un cepillo para emulsionar mejor el mercurio, y luego se deja secar por completo.
El procesamiento químico consiste en operaciones de desengrasado y decapado.
El procesamiento químico de materiales en la fabricación de dispositivos semiconductores generalmente se realiza con soluciones acuosas de ácidos y álcalis y solventes orgánicos. A medida que nos acercamos a las operaciones finales de ensamblaje del instrumento, se debe prestar más atención a la limpieza del agua y los productos químicos.
El tratamiento de residuos químicos debe usarse en combinación con otros posibles métodos de tratamiento, como la separación.
El procesamiento químico de la chapa se lleva a cabo en bañeras (Fig. 46), equipadas con bobinas para suministrar vapor y aire comprimido. La chapa se coloca en el baño para que una solución alcalina penetre libremente en su superficie.
Bañera para procesamiento químico de chapas. El procesamiento químico de la chapa se lleva a cabo en bañeras (Fig. 103), equipadas con bobinas para suministrar vapor y aire comprimido. La chapa se coloca en el baño para que una solución alcalina penetre libremente en su superficie.
El procesamiento químico del vidrio tiene como objetivo eliminar los defectos existentes en la capa superficial. Esto se logra al grabar la superficie con mayor frecuencia con ácido fluorhídrico a una profundidad de 50 a 150 micras al tratarla con fluidos organosilícicos que parecen curar defectos.
El tratamiento químico del alcohol es una operación auxiliar que ayuda a limpiar el alcohol de las impurezas que son difíciles de aislar por rectificación. La purificación química está diseñada para eliminar ácidos, ésteres, aldehídos y compuestos insaturados del crudo.
Los tratamientos químicos ofrecen retornos rápidos con el menor costo de tiempo y dinero, pero es recomendable aplicarlos cuando todos los demás métodos no tienen un efecto positivo. Este enfoque se debe al hecho de que los productos químicos utilizados para proteger las plantas, especialmente cuando se usan de manera irrazonable, contaminan los productos alimenticios y el medio ambiente. También se debe tener precaución en el uso de productos químicos porque el efecto de muchos de ellos en los organismos de sangre caliente aún no se ha estudiado adecuadamente.
El tratamiento químico secundario consiste en mantener las propiedades de la solución obtenida durante el tratamiento primario. Los cambios en las propiedades del fluido de perforación durante la perforación, determinados por la naturaleza de la influencia de las rocas transitables en la solución, el grado de salinidad del agua subterránea y otros factores, pueden requerir un tratamiento secundario repetido. El intervalo a través del cual es necesario un procesamiento secundario adicional está determinado por la intensidad del cambio en las propiedades de la solución.
El tratamiento químico de la formación implica la inyección de soluciones de reactivos químicamente activos (ácido clorhídrico, ácido arcilloso, etc.) y su interacción química con el esqueleto mineral del reservorio y la sustancia que llena el espacio poroso.
El tratamiento químico de la tierra o su activación química consiste en su calentamiento continuo con agitación con ácido clorhídrico o sulfúrico diluido.
Entre otros métodos de procesamiento, se ha utilizado ampliamente en este campo. procesamiento químico de metales. Este método le permite eliminar sin dolor de la superficie metálica una capa del material de la pieza de trabajo. El proceso consiste en llevar a cabo las reacciones químicas necesarias. En la exposición se presenta en detalle.
Una variedad y descripción de los métodos de tratamiento químico de superficies metálicas.
Cada una de las formas procesamiento químico de metales Tiene ciertas ventajas. El proceso de ataque químico al metal se lleva a cabo en condiciones de suministro por chorro de la solución a baja presión. Este método se ha llamado pulverización. Junto con esto, se utilizan los siguientes métodos de procesamiento que utilizan reacciones químicas: inmersión, tratamiento con vapor, tratamiento con plantas de chorro de agua.
El proceso de tratamiento químico de superficies metálicas.
La preparación de la superficie metálica se realiza mediante dispositivos especiales: unidades de preparación química (AHPP). Al determinar el método de exposición a sustancias químicas, se tienen en cuenta las normas de los programas de producción, los datos sobre la configuración y las dimensiones de las piezas individuales, las diferencias individuales de uno u otro departamento de trabajo de la empresa.
El método de pulverización se utiliza en el procesamiento de productos metálicos utilizados en mecanismos de bloqueo o paso. Se da mayor preferencia precisamente a los recorridos AHPP debido a su alto nivel de tiempo de operación. Permitió el uso de estos dispositivos en una operación continua. La ventaja en este caso del procesamiento será el uso de un tipo de dispositivo transportador tanto en la preparación de la superficie como al pintar una superficie metálica.
Cuando se procesan superficies por inmersión, los dispositivos de preparación química se usan con una zona de trabajo en forma de una serie de contenedores separados que están dispuestos en un orden específico. Dichas plantas están equipadas con mecanismos de mezcla especiales, cableado hecho de tuberías que conducen al compartimiento de secado, así como un dispositivo transportador. Las partes metálicas a procesar ingresan inicialmente a la zona AHFP. En la salida, se obtienen productos terminados, que luego van al almacén mediante el uso de un polipasto, una viga de grúa o un operador automático.
El método de procesamiento de metales por chorro de vapor tiene ciertas características. Se utiliza principalmente para pintar piezas o mecanismos que tienen grandes dimensiones.
Para preparar el producto, es necesario limpiar a fondo su superficie de grasa. Paralelamente, se produce el proceso de fosfatación amorfa de la base tratada. Los trabajos de procesamiento de metales son realizados manualmente por un operador que rocía uniformemente la masa de vapor y agua usando un barril especial para la limpieza. El régimen de temperatura de este proceso debe corresponder a 140 grados centígrados. Durante la pulverización, los componentes químicos necesarios se agregan a la solución.
Cuando se procesa metal de esta manera, se utilizan dos tipos de equipos: estacionarios, donde la presión de suministro del vapor de calefacción alcanza 5 atmósferas, y móviles.
Propósito del tratamiento químico de metales. es un aumento en sus indicadores de resistencia, así como la protección anticorrosión del producto. Esto aumenta la vida útil del dispositivo.
Las principales ventajas del tratamiento químico de superficies metálicas incluyen:
- alto rendimiento debido a la rápida aparición de reacciones químicas;
- la disponibilidad de materiales de procesamiento que tienen una estructura viscosa o particularmente dura;
- la exclusión de los efectos mecánicos o térmicos sobre el material.
Se considera que uno de los métodos comunes de exposición química es el grabado profundo. Este proceso también se llama molienda química. Los campos de su aplicación son las superficies de piezas hechas de metal delgado, de forma compleja, la necesidad de procesar una gran cantidad de piezas pequeñas. Este tipo de procesamiento de superficies metálicas se utiliza en diversas áreas de producción industrial. Todo el proceso puede estudiarse en la exposición dedicada a este tema.
El tratamiento térmico del acero, como resultado del cual cambia la composición química de las capas superficiales, se denomina tratamiento químico-térmico. El producto se calienta en un medio especialmente seleccionado y se produce un cambio en la composición química de la superficie debido a la transición e introducción de átomos de esta sustancia en la red cristalina del acero.
El proceso de penetración de una sustancia en otra cuando entran en contacto se llama difusión. Dependiendo del entorno en el que se calienta el producto, existen varios tipos de tratamiento químico-térmico. Los más comunes en la industria son: cementación, nitruración y cianuración.
Cementación
El proceso de cementación consiste en saturar la capa superficial del metal con carbono. La cantidad de carbono en la superficie del metal después de un régimen de cementación realizado adecuadamente debe ser de 0.9-1.0%. Los productos de acero dulce están cementados. Los productos cementados después del endurecimiento adquieren una dureza muy alta de la capa superficial, mientras mantienen un núcleo blando y viscoso. Esta combinación es de gran importancia para partes de máquinas que trabajan por fricción y simultáneamente por impacto o torsión (engranajes, husillos, pasadores de pistón, etc.). La superficie dura de las partes cementadas resiste bien la abrasión y el núcleo viscoso protege contra la rotura durante los impactos.
En la producción de herramientas, la cementación se utiliza en la fabricación de herramientas de medición, accesorios, algunos tipos de herramientas de montaje, etc.
Para la cementación, se utilizan aceros al carbono y aceros estructurales aleados con un contenido de carbono de hasta 0.25%. Las partes largas y delgadas de forma compleja, sujetas a deformación, deben estar hechas de acero con un límite inferior de carbono, y partes masivas de forma simple y sin complicaciones que requieren un núcleo más fuerte con un límite superior de carbono, llevando, en algunos casos, su contenido a 0.3 e incluso 0,35%.
Cemente acero en medios sólidos, gaseosos y (raramente) líquidos que pueden emitir su carbono. Estos entornos se denominan carburadores.
Cementación en un carburador sólido. Una mezcla de carbón vegetal con sales carbónicas (carbonato de bario, carbonato de sodio, carbonato de calcio) se usa ampliamente como carburador sólido en la industria.
Para preparar el carburador, el carbón se tritura en trozos de 3-10 mm de tamaño y se tamiza para eliminar el polvo. El carbón se usa en roble o abedul, ya que el carbón de las rocas blandas se quema rápidamente. Las sales de carbonato se pulverizan y tamizan a través de un tamiz fino.
La primera forma en que se obtiene la mezcla más uniforme es la siguiente: la sal se disuelve en agua, el carbón se vierte con esta solución, se mezcla y se seca. Humedad permisible 5-7%.
El segundo método consiste en mezclar completamente el carbón y la sal en forma seca. El carburador mal mezclado da una capa de cementación desigual, manchado.
Muchas fábricas usan un carburador listo para usar fabricado por la planta Bondyuzhsky a partir de carbón y varios tipos de sales carbónicas. Los carburadores fabricados por las fábricas para sus necesidades generalmente consisten en 85-90% de carbón y 10-15% en peso de carbonato de sodio (carbonato de sodio). Para la cementación, se usa una mezcla de 20-30% de carburador fresco y 70-80% gastado. En algunas plantas, se utiliza aserrín de madera en lugar de carbón, se agrega hueso al carbón, piel, etc. al carburador, sin embargo, todos estos aditivos, además de reemplazar el carbón con aserrín, deterioran la calidad de la cementación.
Las piezas suministradas para la cementación deben estar secas y libres de incrustaciones, óxido, suciedad, aceite, astillas, etc.
Protección de superficies de productos no sujetos a cementación. Las piezas que no deben cementarse en condiciones tecnológicas están protegidas contra la carburación de las siguientes maneras:
1. Dejar una asignación en los productos procesados \u200b\u200bpor corte. En lugares no sujetos a cementación, deje un margen mayor que la profundidad de cementación especificada. Antes de apagar, esta asignación se elimina en la máquina.
2. La aplicación de yeso. Como recubrimiento aplicado a lugares no sujetos a cementación, se utilizan los siguientes: a) arcilla mezclada con vidrio líquido; b) una mezcla de arcilla, arena y finos de asbesto, mezclados en vidrio líquido; c) una mezcla de polvo aislante térmico o arena de cuarzo (75%) y escama fina (25%), tamizada a través de un tamiz con malla de 1 x 1 mm.
3. Revestimiento de cobre. Las áreas no sujetas a carburación están cubiertas con una capa de cobre de 0.03-0.04 mm de espesor. Este método requiere un equipo galvánico especial.
4. Fosfatación. Los lugares a cementar están recubiertos previamente con barniz de zapon, después de lo cual el producto se sumerge completamente en un baño con una solución acuosa caliente de fosfatos fosfóricos, mientras que los lugares descubiertos de los productos se fosfatan, lo que se puede observar mediante la liberación de burbujas en la superficie de la solución. El cese de la liberación de burbujas indica el final del fosfatado. El proceso es simple y confiable.
Las piezas a cementar se embalan en cajas con un carburador. Las cajas se hacen mejor en forma de piezas. Esto reduce el tiempo de calentamiento de las cajas y mejora la calidad de la capa cementada. Sin embargo, es racional producir tales cajas solo cuando se cementan grandes cantidades de piezas. En todos los demás casos, las cajas se hacen redondas, cuadradas o rectangulares, sus tamaños se seleccionan según el tamaño del horno y la cantidad de productos cargados en ellos.
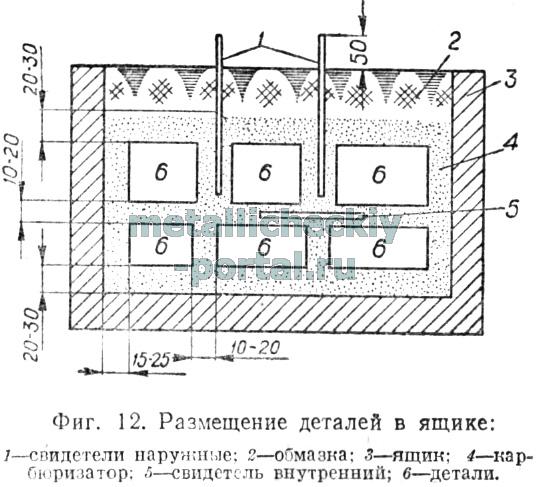
El tamaño más grande de cajas durante la cementación en hornos de tamaño medio 250 x 500 x X 300 mm con un espesor de material de 4 a 8 mm. El material para las cajas es acero resistente al calor y, en su ausencia, acero dulce común. Al empacar piezas en cajas, la distancia entre las piezas debe ser de 10-20 mm, y entre las piezas y la parte inferior de 20-30 mm (Fig. 12).
Al empacar piezas, el carburador está densamente compactado, y la caja en la parte superior está cubierta con una mezcla de dos partes de arcilla y una parte de arena de río, diluida con agua hasta un estado pastoso. Los testigos se colocan en una caja para determinar la profundidad de la cementación: uno dentro del paquete para su presentación al maestro de control y dos externos para controlar el proceso por los propios trabajadores. Los testigos están hechos de acero de grado 15 o 20 con un diámetro de 8-12 mm.
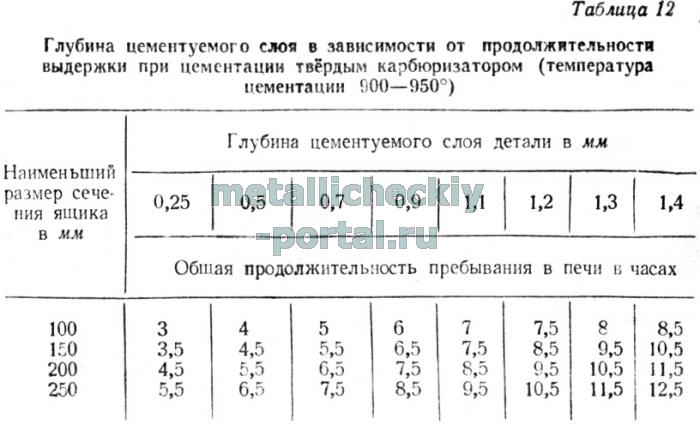
El proceso tecnológico de cementación. Antes de cargar las cajas en el horno, es necesario secar el recubrimiento para que no se agriete. Descargar en un horno calentado a 900 - 950 °. Como resultado de cargar cajas frías en el horno, la temperatura de este último disminuirá un poco. A través del calentamiento de las cajas para producir a una temperatura de 780-800 °. Casi el final del calentamiento está determinado por el color de la placa del hogar; con calentamiento insuficiente, la placa debajo de la caja estará oscura, y con calentamiento total, el color de la placa inferior será el mismo en todas partes. Después de calentar las cajas a una temperatura de 780-800 °, la temperatura se eleva rápidamente a 900-950 ° y se lleva a cabo el proceso de cementación. No se recomienda calentar rápidamente las cajas a la temperatura de cementación inmediatamente después de colocarlas en el horno, ya que debido a la gran diferencia de temperatura entre el centro y los bordes de la caja, la cementación no será la misma. El tiempo de exposición, dependiendo de la profundidad de la capa cementada se da en la tabla. 12)
El final del proceso de cementación está determinado por la fractura de un testigo experimentado. Uno de los testigos es sacado de la caja y templado aproximadamente una hora antes de la finalización esperada de la cementación, y el segundo, en el momento de la descarga.
La profundidad de la capa cementada se determina mejor grabando un testigo endurecido fracturado con un reactivo que consiste en 100 cm 3 de alcohol desnaturalizado, 1 cm 3 de ácido clorhídrico y 2 g de cloruro de cobre.
El tiempo de grabado es de un minuto. Las áreas no cementadas están cubiertas con cobre.
Las cajas se enfrían después de la cementación en aire. No se recomienda desempacar cajas calientes, ya que no es seguro contra incendios y el carburador no se usa con moderación.
Cementación de gas
El proceso de cementación de gas desarrollado por los científicos soviéticos N. A. Minkevich, S. K. Ilyinsky y V. I. La prosvirina se lleva a cabo calentando piezas en una atmósfera de gases que contienen carbono. En comparación con la cementación en un carburador sólido, la cementación en un carburador de gas tiene las siguientes ventajas: no es necesario preparar un carburador; se reduce el tiempo que pasa la caja con partes en el horno; La cantidad de mano de obra requerida y el espacio del taller se reducen y las condiciones de trabajo mejoran significativamente. Las piezas a cementar se colocan en una mufla de horno calentada a 900–950 °, herméticamente cerrada, y se suministra gas.
Para la cementación de gas, se utilizan los siguientes: 1) gas natural (Dashavsk, Saratov, Azov); 2) gas artificial; 3) generador de gas, etc.
De los gases artificiales, el gas preparado por la descomposición de productos derivados del petróleo ha recibido el mayor uso. El proceso de preparación de gas es el siguiente: el queroseno se alimenta gota a gota en un recipiente de acero calentado y allí se descompone en una mezcla de gases (el proceso de descomposición se llama pirólisis). Parte del gas de pirólisis se somete a un procesamiento adicional: el proceso de craqueo, en el que cambia la composición del gas, ya que la cementación con un gas de pirólisis produce depósitos densos de hollín en las partes, una pequeña profundidad de cementación, etc. Se utiliza una mezcla de 40% de gas de pirólisis y 60 para la cementación. % de gas craqueado
Tratamiento térmico de productos cementados.
Las partes cementadas están endurecidas y templadas. El enfriamiento se realiza doble o simple. Con doble endurecimiento, el primero se produce a una temperatura de 860–900 ° para mejorar la estructura del núcleo, y el segundo a una temperatura de 760–800 ° para dar dureza a la capa externa.
Algunas plantas consideran racional producir un solo endurecimiento a una temperatura de 760-800 °. Las herramientas sometidas a carburación deben tener una alta dureza y, por lo tanto, para ellas es posible limitarse a un solo endurecimiento, excepto en los casos especificados en la tecnología. Después del endurecimiento, los productos se someten a templado a baja temperatura para aliviar tensiones internas. Un instrumento sometido a cementación gaseosa puede dispararse directamente desde la mufla del horno de cementación, enfriándolo ligeramente en el aire.
Nitruración y cianuración
Nitruración El proceso de nitruración consiste en saturar la capa superficial de acero con nitrógeno. Como resultado de la nitruración, esta capa adquiere una dureza muy alta y la retiene cuando se calienta a 530-550 °. Para la nitruración, se utiliza principalmente acero que contiene aluminio, cromo y molibdeno.
El proceso de nitruración consiste en pasar amoníaco a través de una mufla sellada herméticamente en la que se encuentra la pieza. Temperatura de nitruración 500-600 °. Un gas que consiste en nitrógeno e hidrógeno se descompone a esta temperatura en sus partes constituyentes, desde las cuales el nitrógeno penetra en el acero, y el hidrógeno se elimina del horno. La difusión de nitrógeno en el acero ocurre muy lentamente, dentro de las 40-90 horas. La larga duración del proceso y la fragilidad de la capa nitrurada son las desventajas de este tipo de procesamiento.
Cianuro El proceso de saturación de la capa superficial de acero con nitrógeno y carbono se llama cianuración. Hay dos tipos de cianuración: alta temperatura a 750-850 ° y baja temperatura a 530-560 °. En herramientas, se utiliza principalmente la cianuración a baja temperatura de herramientas hechas de acero de alta velocidad para aumentar su resistencia. El cianuro se produce en medios líquidos, gaseosos y sólidos.
La cianuración líquida se lleva a cabo en sales de cianuro fundido. La profundidad de la cianuración depende de la composición del baño y la duración de la exposición.
La herramienta acabada y afilada se somete a cianuro, por lo que el proceso debe llevarse a cabo con cuidado tanto en términos de observación de temperaturas como en términos de manejo cuidadoso de la herramienta.
 La cianuración de gases se lleva a cabo en una mezcla de amoníaco con un gas que contiene carbono. Las piezas se cargan en la mufla del horno, se calientan a 530-560 °, luego se alimenta con amoníaco y gas que contiene carbono, después de lo cual el horno se cierra herméticamente. A una temperatura de 530-560 °, la descomposición de los gases se produce con la liberación de nitrógeno y carbono, que satura la superficie del acero. Como gas que contiene carbono, se utilizan gases de pirólisis naturales, generadores, etc. Una mezcla de cianuración de gas generalmente consiste en 15-40% de amoníaco y 60-85% de gas que contiene carbono. El tiempo de exposición en el horno varía de 45 minutos. hasta 2.5 horas y depende del tamaño de la herramienta.
La cianuración de gases se lleva a cabo en una mezcla de amoníaco con un gas que contiene carbono. Las piezas se cargan en la mufla del horno, se calientan a 530-560 °, luego se alimenta con amoníaco y gas que contiene carbono, después de lo cual el horno se cierra herméticamente. A una temperatura de 530-560 °, la descomposición de los gases se produce con la liberación de nitrógeno y carbono, que satura la superficie del acero. Como gas que contiene carbono, se utilizan gases de pirólisis naturales, generadores, etc. Una mezcla de cianuración de gas generalmente consiste en 15-40% de amoníaco y 60-85% de gas que contiene carbono. El tiempo de exposición en el horno varía de 45 minutos. hasta 2.5 horas y depende del tamaño de la herramienta.
El cianuro sólido se produce en una mezcla de carbón seco (60-70%) y sal de sangre amarilla (30-40%). La preparación de la mezcla, el envasado en cajas y el revestimiento se llevan a cabo de la misma manera que la cementación. El tiempo de exposición es de 1 a 3 horas. dependiendo del tamaño de la herramienta. Al final de la exposición, la caja se enfría en aire a una temperatura de 100-200 °, y luego se desempaqueta.
Administración Valoración general del artículo: Publicado: 2012.05.13