உலோகங்களின் இரசாயன செயலாக்க முறைகள் பற்றிய ஆய்வு. இரசாயன உலோக செயலாக்கம்
செயலாக்கப் பொருட்களின் இரசாயன முறைகள் என்று அழைக்கப்படுகின்றன, இதில் செயலாக்க மண்டலத்தில் இரசாயன எதிர்வினைகள் காரணமாக பொருள் ஒரு அடுக்கு அகற்றப்படுகிறது. இரசாயன செயலாக்க முறைகளின் நன்மைகள்: அ) உயர் உற்பத்தித்திறன், ஒப்பீட்டளவில் அதிக எதிர்வினை விகிதங்களால் உறுதி செய்யப்படுகிறது, முதன்மையாக செயலாக்கப்படும் பரப்பளவு மற்றும் அதன் வடிவத்தின் அளவு உற்பத்தித்திறன் சார்ந்து இல்லாதது; b) குறிப்பாக கடினமான அல்லது பிசுபிசுப்பான பொருட்களை செயலாக்கும் திறன்; c) செயலாக்கத்தின் போது மிகக் குறைந்த இயந்திர மற்றும் வெப்ப விளைவுகள், இது குறைந்த விறைப்புத்தன்மையின் பகுதிகளை போதுமான அளவுடன் செயலாக்குவதை சாத்தியமாக்குகிறது உயர் துல்லியம்மற்றும் மேற்பரப்பு தரம்.
பரிமாண ஆழமான பொறித்தல் (ரசாயன அரைத்தல்) மிகவும் பொதுவான இரசாயன செயலாக்க முறையாகும். மெல்லிய சுவர் பாகங்களில் சிக்கலான வடிவங்களின் மேற்பரப்புகளை செயலாக்குவதற்கும், நீளத்துடன் தடிமன் மென்மையான மாற்றத்துடன் குழாய் பாகங்கள் அல்லது தாள்களைப் பெறுவதற்கும், கணிசமான எண்ணிக்கையிலான சிறிய பாகங்கள் அல்லது பெரிய வட்டமான பணியிடங்களை செயலாக்கும்போதும் இந்த முறையைப் பயன்படுத்துவது நல்லது. ; சிகிச்சையளிக்கப்பட்ட பகுதிகளின் எண்ணிக்கை (உருளை குழாய் மேற்பரப்புகளின் துளையிடல்). இந்த முறையின் மூலம் இறக்கப்பட்ட அல்லது சிறிது ஏற்றப்பட்ட பகுதிகளில் உள்ள அதிகப்படியான பொருட்களை உள்ளூர் அகற்றுவதன் மூலம், விமானம் மற்றும் ஏவுகணைகளின் ஒட்டுமொத்த எடையை அவற்றின் வலிமை மற்றும் விறைப்புத்தன்மையை சமரசம் செய்யாமல் குறைக்க முடியும். அமெரிக்காவில், ரசாயன அரைக்கும் பயன்பாடு ஒரு சூப்பர்சோனிக் குண்டுவீச்சு விங்கின் எடையை 270 கிலோ குறைக்க முடிந்தது. இந்த முறை புதிய கட்டமைப்பு கூறுகளை உருவாக்க உங்களை அனுமதிக்கிறது, எடுத்துக்காட்டாக மாறி தடிமன் கொண்ட தாள்கள் 1. மின்னணு உபகரணங்களின் அச்சிடப்பட்ட சுற்றுகள் தயாரிப்பிலும் இரசாயன அரைத்தல் பயன்படுத்தப்படுகிறது. இந்த வழக்கில், இன்சுலேடிங் பொருட்களால் செய்யப்பட்ட பேனலில் இருந்து, ஒன்று அல்லது இருபுறமும் செப்புப் படலத்தால் மூடப்பட்டிருக்கும், சுற்று மூலம் குறிப்பிடப்பட்ட பகுதிகள் பொறிப்பதன் மூலம் அகற்றப்படுகின்றன.
இரசாயன அரைக்கும் தொழில்நுட்ப செயல்முறை பின்வரும் செயல்பாடுகளைக் கொண்டுள்ளது.
1. பகுதியின் மேற்பரப்பில் பாதுகாப்பு பூச்சுகளின் இறுக்கமான மற்றும் நம்பகமான ஒட்டுதலை உறுதி செய்வதற்காக இரசாயன அரைப்பதற்கான பாகங்களைத் தயாரித்தல். அலுமினிய கலவைகளுக்கு, இந்த தயாரிப்பு மேற்கொள்ளப்படுகிறது: B70 பெட்ரோலில் டிக்ரீசிங் மூலம்; காஸ்டிக் சோடா 45-55 கிராம்/லி மற்றும் சோடியம் ஃவுளூரைடு 45-55 கிராம்/லி 60-70 டிகிரி செல்சியஸ் வெப்பநிலையில் 10-15 நிமிடங்களுக்கு கிளாட் லேயரை அகற்றி குளியலறையில் ஒளி பொறித்தல்; சூடான மற்றும் குளிர்ந்த நீரில் கழுவுதல் மற்றும் நைட்ரிக் அமிலத்தில் தெளிவுபடுத்துதல், அதைத் தொடர்ந்து கழுவுதல் மற்றும் உலர்த்துதல். துருப்பிடிக்காத மற்றும் டைட்டானியம் உலோகக்கலவைகளுக்கு, ஹைட்ரோஃப்ளூரிக் (50-60 கிராம்/லி) மற்றும் நைட்ரிக் (150-160 கிராம்/லி) அமிலங்கள் அல்லது 450-460 டிகிரி செல்சியஸ் வரை மின்சாரம் சூடாக்கப்பட்ட குளியலறையில் அளவை அகற்றுவதற்காக பாகங்கள் பொறிப்பதன் மூலம் தயாரிக்கப்படுகின்றன. காஸ்டிக் சோடா மற்றும் சோடியம் நைட்ரேட்டில் (20%), அதைத் தொடர்ந்து கழுவுதல் மற்றும் உலர்த்துதல், டிக்ரீசிங் மற்றும் லைட் எச்சிங் மூலம் மீண்டும் மீண்டும் கழுவுதல் மற்றும் உலர்த்துதல்.
2. பொறிக்கப்படாத பணியிடத்தின் பகுதிகளுக்கு பாதுகாப்பு பூச்சுகளைப் பயன்படுத்துதல். இது சிறப்பு மேலடுக்குகள், வேதியியல் ரீதியாக எதிர்க்கும் பிசின் வகை வார்ப்புருக்கள் அல்லது பெரும்பாலும் பயன்படுத்துவதன் மூலம் தயாரிக்கப்படுகிறது. பெயிண்ட் பூச்சுகள், இது பொதுவாக பெர்க்ளோரோவினைல் வார்னிஷ்கள் மற்றும் பற்சிப்பிகள், பாலிமைடு வார்னிஷ்கள் மற்றும் ஓப்ரீன் அல்லாத ரப்பர்களை அடிப்படையாகக் கொண்ட பொருட்கள். எனவே, அலுமினிய உலோகக் கலவைகளுக்கு, பற்சிப்பி PKhV510V, கரைப்பான் RS1 TU MKhP184852 மற்றும் பற்சிப்பி KhV16 TU MKhPK-51257, கரைப்பான் R5 TU MKhP219150, டைட்டானியம் உலோகக்கலவைகளுக்கு - மெல்லிய RVD0, பசை RVD0 ஆகியவற்றைப் பரிந்துரைக்கிறோம். உலோகத்துடன் இந்த பூச்சுகளின் சிறந்த ஒட்டுதலுக்காக, மேற்பரப்பு சில நேரங்களில் முன்-அனோடைஸ் செய்யப்படுகிறது. வண்ணப்பூச்சு மற்றும் வார்னிஷ் பூச்சுகளின் பயன்பாடு தூரிகைகள் அல்லது ஸ்ப்ரே துப்பாக்கிகள் மூலம் வார்ப்புருக்கள் அல்லது குளியலறையில் மூழ்கியதன் மூலம் செதுக்கும் பகுதிகளின் ஆரம்ப பாதுகாப்புடன் மேற்கொள்ளப்படுகிறது; பிந்தைய வழக்கில், உலர்ந்த பாதுகாப்பு படத்தில் விளிம்பு குறிக்கப்படுகிறது, பின்னர் வெட்டப்பட்டு அகற்றப்படும்.
3. இரசாயன கலைப்பு வெப்பநிலை ஆட்சிக்கு இணங்க குளியல் மேற்கொள்ளப்படுகிறது. அலுமினியம் மற்றும் மெக்னீசியம் கலவைகளின் இரசாயன அரைத்தல் காஸ்டிக் காரங்களின் தீர்வுகளில் மேற்கொள்ளப்படுகிறது; இரும்புகள், டைட்டானியம், சிறப்பு வெப்ப-எதிர்ப்பு மற்றும் துருப்பிடிக்காத கலவைகள் - வலுவான கனிம அமிலங்களின் தீர்வுகளில்.
4. அலுமினிய உலோகக் கலவைகளால் செய்யப்பட்ட பாகங்களை ஒரு பற்சிப்பி பாதுகாப்பு பூச்சுடன் பொறித்த பிறகு சுத்தம் செய்வது 50+70 ° C வெப்பநிலையில் ஓடும் நீரில் கழுவுவதன் மூலம் மேற்கொள்ளப்படுகிறது, பாதுகாப்பு பூச்சு வெப்பமான ஓடும் நீரில் ஒரு வெப்பநிலையில் ஊறவைக்கப்படுகிறது.
70-90 டிகிரி செல்சியஸ் மற்றும் எத்தில் அசிடேட் மற்றும் பெட்ரோல் (2:1) கரைசலில் கைமுறையாக அல்லது மென்மையான தூரிகைகள் மூலம் பாதுகாப்பு பூச்சு அகற்றப்பட்டது. பின்னர் அவை தெளிவுபடுத்தப்படுகின்றன அல்லது லேசாக பொறிக்கப்பட்டு உலர்த்தப்படுகின்றன.
 இரசாயன அரைத்த பிறகு மேற்பரப்பின் தரமானது பணிப்பகுதி மேற்பரப்பு மற்றும் பொறித்தல் முறைகளின் ஆரம்ப கடினத்தன்மையால் தீர்மானிக்கப்படுகிறது; வழக்கமாக இது அசல் மேற்பரப்பின் தூய்மையை விட 1-2 தரங்கள் குறைவாக இருக்கும். பொறித்த பிறகு, பணியிடத்தில் ஏற்கனவே இருக்கும் அனைத்து குறைபாடுகளும் அகற்றப்படும். (அபாயங்கள், கீறல்கள், முறைகேடுகள்) அவற்றின் ஆழத்தைத் தக்கவைத்துக்கொள்கின்றன, ஆனால் விரிவடைந்து, அதிக மென்மையைப் பெறுகின்றன; அதிக செதுக்குதல் ஆழம், இந்த மாற்றங்கள் மிகவும் உச்சரிக்கப்படுகின்றன. பணியிடங்களைப் பெறுவதற்கான முறை மற்றும் அவற்றின் வெப்ப சிகிச்சை ஆகியவற்றால் மேற்பரப்பின் தரம் பாதிக்கப்படுகிறது; முத்திரையிடப்பட்ட அல்லது அழுத்தப்பட்ட பொருட்களுடன் ஒப்பிடும்போது உருட்டப்பட்ட பொருள் சிறந்த மேற்பரப்பை அளிக்கிறது. உச்சரிக்கப்படும் முறைகேடுகளுடன் கூடிய உயர் மேற்பரப்பு கடினத்தன்மை வார்ப்பு பணியிடங்களில் பெறப்படுகிறது.
இரசாயன அரைத்த பிறகு மேற்பரப்பின் தரமானது பணிப்பகுதி மேற்பரப்பு மற்றும் பொறித்தல் முறைகளின் ஆரம்ப கடினத்தன்மையால் தீர்மானிக்கப்படுகிறது; வழக்கமாக இது அசல் மேற்பரப்பின் தூய்மையை விட 1-2 தரங்கள் குறைவாக இருக்கும். பொறித்த பிறகு, பணியிடத்தில் ஏற்கனவே இருக்கும் அனைத்து குறைபாடுகளும் அகற்றப்படும். (அபாயங்கள், கீறல்கள், முறைகேடுகள்) அவற்றின் ஆழத்தைத் தக்கவைத்துக்கொள்கின்றன, ஆனால் விரிவடைந்து, அதிக மென்மையைப் பெறுகின்றன; அதிக செதுக்குதல் ஆழம், இந்த மாற்றங்கள் மிகவும் உச்சரிக்கப்படுகின்றன. பணியிடங்களைப் பெறுவதற்கான முறை மற்றும் அவற்றின் வெப்ப சிகிச்சை ஆகியவற்றால் மேற்பரப்பின் தரம் பாதிக்கப்படுகிறது; முத்திரையிடப்பட்ட அல்லது அழுத்தப்பட்ட பொருட்களுடன் ஒப்பிடும்போது உருட்டப்பட்ட பொருள் சிறந்த மேற்பரப்பை அளிக்கிறது. உச்சரிக்கப்படும் முறைகேடுகளுடன் கூடிய உயர் மேற்பரப்பு கடினத்தன்மை வார்ப்பு பணியிடங்களில் பெறப்படுகிறது.
மேற்பரப்பு கடினத்தன்மை பொருளின் அமைப்பு, தானிய அளவு மற்றும் தானிய நோக்குநிலை ஆகியவற்றால் பாதிக்கப்படுகிறது. வயதான கடினப்படுத்தப்பட்ட அலுமினியத் தாள்கள் மேற்பரப்பின் உயர் தரத்தைக் கொண்டுள்ளன. கட்டமைப்பு கரடுமுரடானதாக இருந்தால் (உதாரணமாக, உலோகம் இணைக்கப்பட்டுள்ளது), பின்னர் இறுதி செயலாக்கப்பட்ட மேற்பரப்பு பெரிய கடினத்தன்மை, சீரற்ற மற்றும் சமதளம் இருக்கும். இரசாயன செயலாக்கத்திற்கு மிகவும் பொருத்தமானதாக கருதப்பட வேண்டும். கடினப்படுத்துவதற்கு முன் கார்பன் எஃகு பணியிடங்களை ரசாயன அரைப்பதன் மூலம் செயலாக்குவது நல்லது, ஏனெனில் பொறிக்கும் போது ஹைட்ரஜனேற்றம் ஏற்பட்டால், அடுத்தடுத்த வெப்பம் ஹைட்ரஜனை அகற்ற உதவுகிறது. இருப்பினும், ரசாயன சிகிச்சைக்கு முன் மெல்லிய சுவர் எஃகு பாகங்களை கடினப்படுத்துவது நல்லது, ஏனெனில் அடுத்தடுத்த வெப்ப சிகிச்சை அவற்றின் சிதைவை ஏற்படுத்தும். ரசாயன அரைப்பதன் மூலம் செயலாக்கப்பட்ட மேற்பரப்பு எப்பொழுதும் பொறித்தல் காரணமாக ஓரளவு தளர்த்தப்படுகிறது, எனவே இந்த முறை பகுதியின் சோர்வு பண்புகளை கணிசமாகக் குறைக்கிறது. இதை கணக்கில் எடுத்துக்கொண்டு, சுழற்சி சுமைகளின் கீழ் செயல்படும் பாகங்களுக்கு, இரசாயன அரைத்த பிறகு மெருகூட்டல் மேற்கொள்ள வேண்டியது அவசியம்.
இரசாயன அரைக்கும் துல்லியம் ± 0.05 மிமீ. ஆழம் மற்றும் விளிம்பில் +0.08 மிமீக்கு குறைவாக இல்லை; கட்அவுட் சுவரின் வளைவின் ஆரம் ஆழத்திற்கு சமம். இரசாயன துருவல் பொதுவாக 4-6 மிமீ ஆழம் மற்றும் குறைவாக அடிக்கடி 12 மிமீ வரை மேற்கொள்ளப்படுகிறது; அதிக அரைக்கும் ஆழத்துடன், மேற்பரப்பின் தரம் மற்றும் செயலாக்க துல்லியம் கடுமையாக மோசமடைகிறது. பொறித்த பிறகு தாளின் குறைந்தபட்ச இறுதி தடிமன் 0.05 மிமீ ஆக இருக்கலாம், எனவே ரசாயன அரைக்கும் பகுதிகளை சிதைக்காமல் மிக மெல்லிய பாலங்களுடன் செயலாக்க பயன்படுத்தலாம்; படிப்படியாக கரைசலில் பகுதியை மூழ்கடிப்பதன் மூலம் ஒரு கூம்பில் செயலாக்கத்தை மேற்கொள்ளலாம். இருபுறமும் பொறிக்க வேண்டிய அவசியம் ஏற்பட்டால், நீங்கள் பணிப்பகுதியை செங்குத்தாக வைக்க வேண்டும், இதனால் வெளியிடப்பட்ட வாயு மேற்பரப்பில் இருந்து சுதந்திரமாக எழும், அல்லது இரண்டு நிலைகளில் பொறிக்க வேண்டும் - முதலில் ஒரு பக்கத்திலும் பின்னர் மறுபுறத்திலும். இரண்டாவது முறை விரும்பத்தக்கது, ஏனெனில் பணிப்பகுதி செங்குத்தாக நிலைநிறுத்தப்பட்டால், கட்அவுட்களின் மேல் விளிம்புகள் அங்கு நுழைவதால் வாயு குமிழ்கள் மோசமாக செயலாக்கப்படுகின்றன. ஆழமான வெட்டுக்கள் செய்யும் போது, சிறப்பு நடவடிக்கைகள் (உதாரணமாக, அதிர்வு) செயலாக்கப்படும் மேற்பரப்பில் இருந்து வாயுவை அகற்றுவதற்கு பயன்படுத்தப்பட வேண்டும், இது சாதாரண செயல்முறைக்கு இடையூறு விளைவிக்கும். செயலாக்கத்தின் போது ஆழம் மற்றும் செதுக்குதல் ஆகியவை மூழ்கியதன் மூலம் ஒரே நேரத்தில் கட்டுப்பாட்டு மாதிரிகள் தயாரித்தல், குறிகாட்டி அடைப்புக்குறி அல்லது மின்னணு போன்ற தடிமன் அளவீடுகளைப் பயன்படுத்தி பரிமாணங்களின் நேரடி கட்டுப்பாடு மற்றும் தானியங்கி எடை கட்டுப்பாடு மூலம் மேற்கொள்ளப்படுகிறது.
இரசாயன அரைக்கும் உற்பத்தித்திறன் ஆழத்தில் பொருள் அகற்றும் விகிதத்தால் தீர்மானிக்கப்படுகிறது. ஒவ்வொரு 10 ° C க்கும் ஏறக்குறைய 50-60% தீர்வு வெப்பநிலையை அதிகரிப்பதன் மூலம் பொறித்தல் வீதம் அதிகரிக்கிறது, மேலும் தீர்வு வகை, அதன் செறிவு மற்றும் தூய்மை ஆகியவற்றைப் பொறுத்தது. சுருக்கப்பட்ட காற்றைப் பயன்படுத்தி பொறித்தல் செயல்பாட்டின் போது கரைசலை கிளறலாம். பொறித்தல் செயல்முறை ஒரு வெப்பமண்டல எதிர்வினை மூலம் தீர்மானிக்கப்படுகிறது, எனவே சுருக்கப்பட்ட காற்றின் வழங்கல் அதை ஓரளவு குளிர்விக்கிறது, ஆனால் அடிப்படையில் நிலையான வெப்பநிலை குளியல் நீர் சுருள்களை வைப்பதன் மூலம் உறுதி செய்யப்படுகிறது.
மூழ்குவதன் மூலம் பொறித்தல் பல குறைபாடுகளைக் கொண்டுள்ளது - கைமுறை உழைப்பைப் பயன்படுத்துதல், சிகிச்சையளிக்கப்படாத மேற்பரப்பில் பாதுகாப்பு படங்களின் பகுதி முறிவு. பல பகுதிகளைச் செயலாக்கும்போது, ஜெட் பொறித்தல் முறை மிகவும் நம்பிக்கைக்குரியது, இதில் காரம் முனைகளால் வழங்கப்படுகிறது.
இரசாயன அரைக்கும் உற்பத்தித்திறனை அதிகரிப்பதற்கான ஒரு வழிமுறையானது 15-40 kHz அதிர்வெண் கொண்ட மீயொலி அதிர்வுகளின் பயன்பாடு ஆகும்; இந்த வழக்கில், செயலாக்க உற்பத்தித்திறன் 1.5-2.5 மடங்கு அதிகரிக்கிறது - 10 மிமீ / மணி வரை. இலக்கு அகச்சிவப்பு கதிர்வீச்சு மூலம் இரசாயன செயலாக்க செயல்முறை கணிசமாக துரிதப்படுத்தப்படுகிறது. இந்த நிலைமைகளின் கீழ், பாதுகாப்பு பூச்சுகளைப் பயன்படுத்த வேண்டிய அவசியமில்லை, ஏனெனில் கொடுக்கப்பட்ட வெப்பமூட்டும் சுற்றுடன் உலோகம் வலுவான வெப்பத்திற்கு உட்படுத்தப்படுகிறது, மேலும் மீதமுள்ள பகுதிகள் குளிர்ச்சியாக இருப்பதால், நடைமுறையில் கரையாது.
பொறிக்கும் நேரம் கட்டுப்பாட்டு மாதிரிகளில் சோதனை முறையில் தீர்மானிக்கப்படுகிறது. ஊறுகாய் இயந்திரத்திலிருந்து ஊறுகாய்களாக தயாரிக்கப்படும் பணியிடங்கள் அகற்றப்பட்டு கழுவப்படுகின்றன குளிர்ந்த நீர்மற்றும் குழம்பு, பெயிண்ட் மற்றும் பசை நீக்க, BF4 60-80 ° C வெப்பநிலையில் 200 g/l காஸ்டிக் சோடா கொண்ட கரைசலில் சிகிச்சை அளிக்கப்படுகிறது. முடிக்கப்பட்ட பாகங்கள் காற்றின் நீரோட்டத்தில் நன்கு கழுவி உலர்த்தப்படுகின்றன.
பொறிப்பதன் மூலம் தோலை பூர்வாங்கமாக அகற்றுவதன் மூலம் பணியிடங்களை தோராயமாக வெட்டுவதற்கான நிலைமைகளை மேம்படுத்துவது மறுஉருவாக்கத்தின் கரைக்கும் விளைவுக்கு மற்றொரு எடுத்துக்காட்டு. பொறிப்பதற்கு முன், அளவை அகற்றுவதற்காக பணியிடங்கள் மணலால் வெடிக்கப்படுகின்றன. டைட்டானியம் உலோகக்கலவைகள் 16% நைட்ரிக் மற்றும் 5% ஹைட்ரோபுளோரிக் அமிலங்கள் மற்றும் 79% நீரைக் கொண்ட ஒரு மறுஉருவாக்கத்தில் பொறிக்கப்பட்டுள்ளன. வெளிநாட்டு இலக்கியங்களின்படி, இந்த நோக்கத்திற்காக, உப்பு குளியல் பொறித்தல் பயன்படுத்தப்படுகிறது, அதைத் தொடர்ந்து தண்ணீரில் கழுவவும், பின்னர் அமில எச்சன்ட்களில் மீண்டும் பொறிக்கப்பட்டு மேற்பரப்பை இறுதியாக சுத்தம் செய்யவும்.
தொழில்நுட்ப சூழலின் வேதியியல் விளைவு வழக்கமான வெட்டு செயல்முறைகளை மேம்படுத்தவும் பயன்படுத்தப்படுகிறது; இரசாயன மற்றும் இயந்திர தாக்கங்களின் கலவையை அடிப்படையாகக் கொண்ட பொருள் செயலாக்க முறைகள் பெருகிய முறையில் பயன்படுத்தப்படுகின்றன. ஏற்கனவே தேர்ச்சி பெற்ற முறைகளின் எடுத்துக்காட்டுகள் கடினமான உலோகக் கலவைகளை அரைக்கும் இரசாயன-இயந்திர முறை, இரசாயன மெருகூட்டல் போன்றவை.
இரசாயன நிக்கல் முலாம். நிக்கல்-பாஸ்பரஸ் அலாய் பூச்சு மின் வேதியியல் மற்றும் இரசாயன முறைகள் மூலம் பெறலாம். பிந்தையது இரசாயன குறைக்கும் முகவர்களைப் பயன்படுத்தி அவற்றின் உப்புகளின் அக்வஸ் கரைசல்களிலிருந்து உலோகங்களை தனிமைப்படுத்துவதை அடிப்படையாகக் கொண்டது. மின்வேதியியல் முறையுடன் ஒப்பிடுகையில், இது அதிக உற்பத்தித் திறன் கொண்டது மற்றும் குறைந்த மூலதனச் செலவுகள் தேவைப்படுகிறது. உற்பத்தியின் மேற்பரப்பில் நிக்கல் குறைப்பு ஏற்படுவதால், உற்பத்தியின் கட்டமைப்பைப் பொருட்படுத்தாமல், மேற்பரப்பின் அனைத்து பகுதிகளிலும் வைப்புத் தடிமன் சரியாக இருக்கும்.
எஃகு, வார்ப்பிரும்பு, தகரம் வெண்கலம், பாஸ்பரஸ் வெண்கலம், அலுமினியம் மற்றும் அதன் உலோகக்கலவைகளுக்கு இரசாயன நிக்கல் முலாம் பூசலாம்.
முதலியன குளியல் வெப்பநிலை அதன் கலவையை சார்ந்துள்ளது மற்றும் 95 ° C ஐ விட அதிகமாக இல்லை. இதன் விளைவாக பூச்சு 92-95% நிக்கல் கொண்டுள்ளது. பூச்சு அமைப்பு உருவமற்றது, மெட்டாஸ்டபிள், மைக்ரோஹார்ட்னெஸ் 4500-6000 MPa ஆகும். பூச்சு 300 டிகிரி செல்சியஸ் மற்றும் அதற்கு மேல் சூடாக்கப்படும் போது, அதன் அமைப்பு d1 3 R சேர்மத்தை உருவாக்குவதன் மூலம் சமநிலை நிலைக்கு செல்கிறது. டெபாசிட் செய்யப்பட்ட நிக்கல் பூச்சு அரிப்பு எதிர்ப்பு வேதியியல் ரீதியாக, எலக்ட்ரோலைடிக் நிக்கல் முலாம் பூசுவதை விட அதிகம்.
அடிப்படை உலோகத்துடன் நிக்கல்-பாஸ்பரஸ் பூச்சுகளின் ஒட்டுதல் வலிமை, அவற்றின் கடினத்தன்மை, அரிப்பு எதிர்ப்பு மற்றும் உடைகள் எதிர்ப்பு ஆகியவை வெப்ப சிகிச்சை மூலம் மேம்படுத்தப்படலாம் அல்லது மேம்படுத்தப்படலாம். வெப்ப சிகிச்சையின் போது 200 ° C க்கு பகுதியை வெப்பமாக்குவது எஞ்சிய அழுத்தங்களைக் குறைக்க அவசியம், இது அடிப்படை உலோகத்திலிருந்து பூச்சு உரிக்கப்படுவதை ஏற்படுத்தும். வெப்ப சிகிச்சை வெப்பநிலை அதிகரிப்பதன் மூலம் பூச்சு கடினத்தன்மை அதிகரிக்கிறது; 350-500 டிகிரி செல்சியஸ் வெப்பநிலையில் மற்றும் 15-20 நிமிடங்கள் வைத்திருந்தால், கடினத்தன்மை மிக முக்கியமானது. வெப்ப சிகிச்சை நேரத்தை 40-60 நிமிடங்களுக்கு அதிகரிப்பது பூச்சு மற்றும் அதன் அரிப்பு எதிர்ப்பு பண்புகளின் ஒட்டுதல் வலிமையை அதிகரிக்கிறது. 600 டிகிரி செல்சியஸ் வெப்பநிலையில், பூச்சுகளின் மைக்ரோஹார்ட்னஸ் 650-700 MPa ஆகும், இது குரோம் பூச்சு (S. A. Vishenkov) கடினத்தன்மையை விட அதிகமாக உள்ளது.
துராலுமினுக்கு எதிராக உராய்வு ஜோடி துராலுமினில் உள்ள பாகங்களில் ஒன்றின் இரசாயன நிக்கல் முலாம் பல முறை ஜோடியின் உடைகள் எதிர்ப்பை அதிகரிக்கிறது.
நிக்கல்-பாஸ்பரஸ் பூச்சு உலோகங்களுடன் இணைந்தால் நன்றாக வேலை செய்கிறது.
சுழற்சி சுமைகளைத் தாங்கும் நிக்கல்-பாஸ்பரஸ் பூச்சுகளின் திறன் குறைவாக உள்ளது.
சுமார் 0.1 மிமீ தடிமன் கொண்ட இரசாயன நிக்கல் முலாம், வளிமண்டல நிலைகளிலும், பெட்ரோலியப் பொருட்களின் சுற்றுச்சூழலிலும் (பம்ப் இன்ஜெக்டர் பிளங்கர்கள், பிவோட்கள் போன்றவை) வெப்பத்தை எதிர்க்கும் மற்றும் பாதுகாப்பு உறைஆக்கிரமிப்பு சூழல் மற்றும் உராய்வு (உள் எரிப்பு இயந்திரங்களின் வால்வுகள், pushers, பிஸ்டன் மோதிரங்கள், முதலியன) அதிக (600 ° C வரை) வெப்பநிலையில் செயல்படும் பாகங்களுக்கு.
ஆக்சிஜனேற்றம்- ஒரு உலோகத்தின் மேற்பரப்பில் ஒரு ஆக்சைடு படத்தை செயற்கையாக உருவாக்கும் செயல்முறை. இரும்பு உலோகங்களின் ஆக்சைடு படமானது காந்த இரும்பு ஆக்சைடு Fe 3 0 4 இன் சிறிய படிகங்களைக் கொண்டுள்ளது மற்றும் சிறிய தடிமன் (3 மைக்ரான் வரை), குறைந்த கடினத்தன்மை, குறிப்பிடத்தக்க போரோசிட்டி மற்றும் அடித்தளத்தில் நல்ல ஒட்டுதல் ஆகியவற்றைக் கொண்டுள்ளது. அதன் கட்டமைப்பு அம்சங்கள் மற்றும் பண்புகள் காரணமாக, படம் மசகு திரவங்களை நன்கு தக்கவைத்து, இரும்பு உலோகங்களால் செய்யப்பட்ட உராய்வு ஜோடிகளில் கைப்பற்றுவதைத் தடுக்கிறது மற்றும் அணியும்போது, சிறந்த சிராய்ப்பை உருவாக்குகிறது, உராய்வு மேற்பரப்புகளின் இயக்கத்தை துரிதப்படுத்துகிறது.
எஃகு மீது படம் இரசாயன, மின்வேதியியல், வெப்ப அல்லது தெர்மோகெமிக்கல் சிகிச்சை மூலம் பெறலாம். கலவை, 138-165 ° C மற்றும் 2 மணிநேரத்திற்கு மேல் இல்லாத கால அளவைப் பொறுத்து, கரைசல் வெப்பநிலையில் கார மற்றும் அமில குளியல்களில் இரசாயன சிகிச்சை மேற்கொள்ளப்படுகிறது. பாஸ்பேட்டுகள்.
எலக்ட்ரோகெமிக்கல் சிகிச்சையானது ஆக்ஸிஜனேற்ற முகவர்களின் சூடான காரக் கரைசல்களில் அனோடிக் ஆக்சிஜனேற்றத்தைக் கொண்டுள்ளது. வெப்ப மற்றும் தெர்மோகெமிக்கல் ஆக்சிஜனேற்றம் உருகிய சால்ட்பீட்டர் அல்லது காற்றில் உள்ள பொருட்களை சூடாக்குவதன் மூலம் மேற்கொள்ளப்படுகிறது. சமீபத்தில், நீராவி சிகிச்சையானது அதிவேக இரும்புகள், வார்ப்பிரும்பு பாகங்கள் (பிஸ்டன் மோதிரங்கள், வால்வு புஷர்கள், முதலியன) மற்றும் சுமார் 700 டிகிரி செல்சியஸ் வெப்பநிலையில் வெப்பநிலைக்கு உட்பட்ட கட்டமைப்பு எஃகால் செய்யப்பட்ட பாகங்கள் ஆகியவற்றால் செய்யப்பட்ட கருவிகளுக்கு பரவலாகப் பயன்படுத்தப்படுகிறது. . படத்தின் தடிமன் 6 மைக்ரான் அடையும். சில சோதனை தரவுகளின்படி, 550-600 டிகிரி செல்சியஸ் வெப்பநிலையில் நீராவியுடன் சிகிச்சையளிக்கப்படும் போது வார்ப்பிரும்புகளின் தீவிர அழுத்த பண்புகள் பாஸ்பேட் மற்றும் குறைந்த வெப்பநிலை சல்பிடேஷனை விட கணிசமாக அதிகமாக இருக்கும்.
அலுமினியத்தில், இயற்கை தோற்றம் கொண்ட அல்லது 0.5 முதல் 5 மைக்ரான் தடிமன் கொண்ட வேதியியல் ரீதியாக பெறப்பட்ட ஆக்சைடு படமானது அடிப்படை உலோகத்துடன் உறுதியாக ஒட்டிக்கொள்கிறது, குறிப்பிடத்தக்க கடினத்தன்மை மற்றும் அதிக உடைகள் எதிர்ப்பு, சராசரியாக 20% போரோசிட்டி மற்றும் 1500 டிகிரி செல்சியஸ் வரை வெப்ப எதிர்ப்பைக் கொண்டுள்ளது. ஆக்சிஜனேற்றத்தைத் தொடர்ந்து, கூழ் கிராஃபைட்டைக் கொண்ட மசகு எண்ணெய்களுடன் படத்தின் செறிவூட்டல் அதிக உராய்வு எதிர்ப்பு பண்புகளுடன் அலுமினிய தாங்கு உருளைகள் தயாரிப்பதற்கு அடிப்படையாக செயல்படுகிறது.
அலுமினியம் மற்றும் அதன் உலோகக்கலவைகள் மீது மின்வேதியியல் செயலாக்கம் 3 மைக்ரான் முதல் 0.3 மிமீ வரை தடிமன் கொண்ட படங்களை உருவாக்குகிறது; 60 மைக்ரான்களுக்கு மேல் தடிமன் கொண்ட ஆக்சைடு படங்களைப் பெறுவதற்கான செயல்முறை ஆழமான அனோடைசேஷன் என்று அழைக்கப்படுகிறது. 4.5% Cu மற்றும் 7% 31 க்கு மேல் இல்லாத கலவைகள் இந்த சிகிச்சைக்கு உட்படுத்தப்படுகின்றன.படங்கள் அதிக கடினத்தன்மை கொண்டவை; மிக மேற்பரப்பில், எலக்ட்ரோலைட்டின் செயல்பாட்டால் படம் சிறிது தளர்த்தப்பட்டால், அதன் கடினத்தன்மை குறைகிறது. இதன் விளைவாக கடினமான அனோடிக் பூச்சு அணிய-எதிர்ப்பு. அனோடிக் சிகிச்சையின் போது, உலோகத்தின் தடிமனாக ஆழமடைவதன் மூலமும், மேற்பரப்பில் ஒரு படத்தை வளர்ப்பதன் மூலமும் ஆக்ஸிஜனேற்றப்பட்ட அடுக்கு உருவாகிறது. இவ்வாறு, அனோடைசிங் உருளை மேற்பரப்பின் அளவை தோராயமாக அடுக்கின் தடிமன் மூலம் அதிகரிக்கிறது. அனோடிக் பூச்சு லேப் மற்றும் பாலிஷ் செய்யப்படலாம். மின்னாற்பகுப்பு குரோம் முலாம் பூசப்பட்டவுடன் அனோடைஸ் செய்யப்பட்ட அடுக்கு திருப்திகரமாக வேலை செய்யாது.
உட்புற எரிப்பு இயந்திரங்களின் அலுமினிய கலவைகளால் செய்யப்பட்ட பிஸ்டன்களின் ஆழமான அனோடைசிங் அவற்றின் செயல்பாட்டின் நம்பகத்தன்மையை அதிகரிக்கிறது (பிஸ்டன் நெரிசல்களின் எண்ணிக்கை குறைக்கப்படுகிறது) மற்றும் குறைக்கிறது
மோதிர பள்ளங்களின் அணிய விகிதம். கடிகார அசைவுகளில் வெண்கலத்திற்குப் பதிலாக அனோடைஸ் செய்யப்பட்ட அலுமினியம் அலாய் கியர்களைப் பயன்படுத்துவதில் நேர்மறையான அனுபவமும், ஹைட்ராலிக் அமைப்புகளில் எஃகுக்குப் பதிலாக அனோடைஸ் செய்யப்பட்ட அலுமினிய அலாய் சிலிண்டர்களைப் பயன்படுத்திய அனுபவமும் உள்ளது.
பாஸ்பேட்டிங் என்பது உலோக மேற்பரப்பில் கரையாத பாஸ்பேட் உப்புகளின் படலத்தை உருவாக்கும் செயல்முறையாகும். பாஸ்பேட்டிங் வேதியியல் முறையில் (குளியல் அல்லது கரைசலில்) அல்லது மின் வேதியியல் முறையில் மேற்கொள்ளப்படுகிறது. இரும்பு உலோகங்களுக்கான குளியல் வெப்பநிலை 90 ° C க்கு மேல் இல்லை.
இரும்பு உலோகங்களின் பாஸ்பேட் ஃபிலிம் 2 முதல் 50 மைக்ரான்கள் வரை தடிமன் கொண்டது மற்றும் செயல்முறை முறையைப் பொறுத்து நன்றாக இருந்து கரடுமுரடான படிக வரையிலான அமைப்பு உள்ளது; உற்பத்தியின் பரிமாணங்களை சிறிது மாற்றுகிறது; அடித்தளத்துடன் மிகவும் உறுதியாக ஒட்டிக்கொள்கிறது; உருகிய உலோகத்தால் ஈரப்படுத்தப்படவில்லை; 600 டிகிரி செல்சியஸ் வரை வெப்பத்தை எதிர்க்கும்; வளிமண்டல நிலைகளில், மசகு எண்ணெய்கள், பெட்ரோலிய பொருட்கள் மற்றும் ஹைட்ரஜன் சல்பைடு தவிர அனைத்து வாயுக்களிலும் நிலையானது; குறைந்த கடினத்தன்மை, குறைந்த இயந்திர வலிமை மற்றும் நெகிழ்ச்சி உள்ளது; மிகவும் வளர்ந்த நுண்ணிய மேற்பரப்பைக் கொண்டுள்ளது மற்றும் மசகு எண்ணெய்கள், வார்னிஷ்கள் மற்றும் வண்ணப்பூச்சுகளை உறுதியாக வைத்திருக்கிறது. பாஸ்பேட் பூச்சு, ஆக்சைடு பூச்சு போன்றது, அணியும் போது மிக நுண்ணிய சிராய்ப்பு ஆகும்; இது கார கரைசல்களில் பெறப்படும் ஆக்சைடை விட பல மடங்கு அரிப்பை-எதிர்ப்பு உடையது, மேலும் இது வெற்றிகரமாக இயங்கும் பொருளாக பயன்படுத்தப்படலாம்.
உராய்வு போது பூச்சு விளைவு பின்வருமாறு. ஆரம்பத்தில், பாஸ்பேட் அல்லது வேறு எந்த மேற்பரப்பில் பாஸ்பேட் மேற்பரப்பின் உராய்வு விசை குறிப்பிடத்தக்கது. பின்னர் தொடர்பு மேற்பரப்புகளின் முறைகேடுகளின் முகடுகளில் உள்ள பாஸ்பேட் படிகங்கள் விரைவாக ஒன்றிணைந்து ஒரு சிராய்ப்பாக செயல்படத் தொடங்குகின்றன. உராய்வு குணகம் இயக்கத்தின் தொடக்கத்தில் கூர்மையாக குறைகிறது மற்றும் அது இயங்கும்போது தொடர்ந்து குறைகிறது. நீராவி செயல்பாட்டின் ஆரம்ப கட்டத்தில் பாஸ்பேட் படிகங்கள் அதை கைப்பற்றாமல் பாதுகாக்கின்றன.
உட்புற எரிப்பு இயந்திரங்களின் பிஸ்டன் வளையங்கள், சிலிண்டர் லைனர்கள் மற்றும் பெரிய என்ஜின்களின் புஷிங், இணைக்கும் தண்டுகள், கியர்கள் போன்றவற்றின் மேல் தலைகளின் ஊசிகள் போன்றவற்றை பாஸ்பேட் செய்வதில் நேர்மறையான அனுபவம் உள்ளது. ஒரு மெல்லிய பாஸ்பேட் பிலிம், அதைத் தொடர்ந்து மசகு எண்ணெய்களுடன் செறிவூட்டப்பட்டு, கொட்டைகள், போல்ட்களைப் பாதுகாக்கிறது. மற்றும் அரிப்பிலிருந்து மற்ற ஃபாஸ்டென்சர்கள். கொட்டைகள் இறுக்கப்படும்போது, அவற்றின் துணை முனைகளில் அடிக்கடி காணப்படும் உராய்வைத் தடுக்கவும் பாஸ்பேட்டிங் உதவுகிறது.
இரும்பு உலோகங்களில் ஆக்சைடு பூச்சுடன் ஒப்பிடுகையில், பாஸ்பேட் பூச்சு ஒரு ரன்-இன் லேயராக அதன் அதிக தடிமன், அதிக போரோசிட்டி மற்றும் குறைந்த கடினத்தன்மை ஆகியவை ஆகும். பாஸ்பேட்டின் விளைவாக, எஃகின் பலவீனம் ஓரளவு அதிகரிக்கிறது, இது உலோகத்தின் ஹைட்ரஜனேற்றம் மற்றும் பாஸ்பேட்டிங் செயல்பாட்டின் போது அதன் மேற்பரப்பில் துளைகளை உருவாக்குவதோடு தொடர்புடையது.
மாலிப்டினம் டைசல்பைடுக்கான சப்லேயராக பாஸ்பேட் பூச்சு ஒட்டுதல் வலிமையை அதிகரிக்கிறது மற்றும் மேற்பரப்புகளின் எதிர்ப்பை பல மடங்கு அதிகரிக்கிறது.
சல்பிடேஷன் என்பது இரும்பு அடிப்படையிலான உலோகக்கலவைகளில் இருந்து தயாரிக்கப்படும் பொருட்களுக்கு அவற்றின் மேற்பரப்பு அடுக்குகளை கந்தகத்தால் செறிவூட்டுவதற்கு சிகிச்சையளிப்பதற்கான ஒரு வெப்ப வேதியியல் செயல்முறையாகும்.
சல்ஃபிடேஷன் திரவ, திட அல்லது வாயு சல்பர் கொண்ட ஊடகங்களில் மேற்கொள்ளப்படுகிறது; இது குறைந்த, நடுத்தர மற்றும் அதிக வெப்பநிலையாக இருக்கலாம். அதன்படி, வெப்பநிலை நிலைகள் 150-450, 540-580 மற்றும் 850-950 டிகிரி செல்சியஸ் இருக்கும். நடுத்தர கலவை, வெப்பநிலை நிலைகள் மற்றும் சிகிச்சையின் காலம் ஆகியவற்றைப் பொறுத்து, FeS மற்றும் FeS 2 உடன், மற்ற கட்டங்கள் மேற்பரப்பில் உருவாகலாம். தயாரிப்பு அடுக்கு.
மிகப்பெரிய ஆழம்நடுத்தர வெப்பநிலையில் அடுக்கு சல்ஃபிடேஷன் 0.04 மிமீ. குறைந்த வெப்பநிலை சிகிச்சை பயனற்றது, ஆனால் கார்பன் மற்றும் குறைந்த அலாய் எஃகு ஆகியவற்றால் செய்யப்பட்ட கடினப்படுத்தப்பட்ட பொருட்களின் சல்பிடேஷன் மற்றும் குறைந்த வெப்பநிலை வெப்பநிலையை ஒருங்கிணைக்கும் போது இது அறிவுறுத்தப்படுகிறது.
ஒரு வகை சல்பைடேஷன் என்பது சல்போசயனிடேஷன் ஆகும், இதில் ஃபெரோஅல்லாயின் மேற்பரப்பு சல்பர், நைட்ரஜன் மற்றும் கார்பன் ஆகியவற்றால் நிறைவுற்றது. சல்போசயனேஷன் வழக்கமாக 540-580 டிகிரி செல்சியஸ் வெப்பநிலையில் 1 முதல் 3 மணி நேரம் வரை குளியலறையில் வெளிப்படும், இது செயலாக்கப்படும் தயாரிப்பைப் பொறுத்து மேற்கொள்ளப்படுகிறது. அடுக்கு ஆழம் சுமார் 0.04 மிமீ.
நொறுக்கப்பட்ட இரும்பு சல்பைடு அல்லது டைசல்பைடு சல்பிடேஷனுக்கான திடமான ஊடகமாக செயல்படுகிறது. நடுத்தர வெப்பநிலை சிகிச்சையின் போது கந்தக பரவலின் ஆழம் திரவ சல்பிடேஷனின் போது இருக்கும்; உயர் வெப்பநிலை செயலாக்கத்துடன், ஆழம் 1 மிமீ வரை இருக்கும்.
சல்பைடுகள் அல்லது நைட்ரைடுகள் காணப்படும் மேற்பரப்பு அடுக்கின் தடிமன் வாயு சல்பிடேஷனின் போது 0.1 மிமீ அடையும்.
முழுமையான இயந்திர செயலாக்கம் மற்றும் டிக்ரீசிங் செய்த பிறகு தயாரிப்புகள் சல்ஃபிடைஸ் செய்யப்படுகின்றன; குளியலறையில் ஏற்றுவதற்கு முன் சிறிது சூடாக்குவது விரும்பத்தக்கது. பதப்படுத்தப்பட்ட தயாரிப்புகளை 100-120 ° C க்கு குளிர்வித்த பிறகு, அவை கழுவப்பட்டு 120 ° C க்கு சூடேற்றப்பட்ட எண்ணெயில் மூழ்கிவிடும்.
சல்பிடேஷனுக்குப் பிறகு மேற்பரப்பு கடினத்தன்மை ஆரம்பத்தை விட கணிசமாக அதிகமாக உள்ளது. சல்பிடேஷன் பகுதிகளின் அளவு சிறிது அதிகரிப்புடன் சேர்ந்துள்ளது. குறைந்த மற்றும் நடுத்தர வெப்பநிலை செயலாக்கத்தின் போது பகுதிகளின் சிதைவு முக்கியமற்றது.
சல்பிடேஷனின் விளைவு பின்வருமாறு. அடிப்படை உலோகத்தை விட குறைவான வலிமை கொண்ட சல்பைட் படம், உராய்வு மூலம் எளிதில் அழிக்கப்பட்டு, பிளாஸ்டிக் சிதைவு இல்லாமல் அடித்தளத்திலிருந்து பிரிக்கப்பட்டு, உராய்வு மேற்பரப்புகளை அமைப்பதைத் தடுக்கிறது. உராய்வின் போது அதிக உள்ளூர் வெப்பநிலை உருவாகும் மேற்பரப்புகளின் நேரடி தொடர்பு உள்ள பகுதிகளில், இரும்பு கந்தக கலவைகள் மேற்பரப்பில் உருவாகின்றன, அவை கந்தகத்துடன் நிறைவுற்றவை அல்ல, அவை ஓரளவு உடைகள் தயாரிப்புகளாக மாறுகின்றன. சல்பைட் அடுக்கு மற்றும் அதன் உடைகள் தயாரிப்புகள் அதிக உறிஞ்சுதல் திறனைக் கொண்டுள்ளன மற்றும் மசகு எண்ணெயின் செயல்பாட்டை செயல்படுத்துகின்றன. இந்த சூழ்நிலைகள், சிறிய அளவு மற்றும் சல்பைட் உடைகள் தயாரிப்புகளின் அரிப்பு திறன் ஆகியவற்றுடன் இணைந்து, மேற்பரப்புகளின் இயங்குதலை விரைவுபடுத்துகிறது மற்றும் இயங்கும் பிறகு அவற்றின் குறைந்த கடினத்தன்மையை உறுதி செய்கிறது; எ.கா. எஃகு உயவூட்டப்பட்ட மேற்பரப்புகளுக்கு ரா- 0.32...0.04 மைக்ரான்.
அணியும் போது, கந்தகம் உலோகத்தில் ஆழமாக பரவுகிறது மற்றும் அதிக தீவிரத்துடன், அதிக அழுத்தம். இது சம்பந்தமாக, சல்பைட் அடுக்கில் உள்ளார்ந்த ஆண்டிஃபிரிக்ஷன் பண்புகள், லேயரின் ஆரம்ப தடிமன் கணிசமாக மீறும் உடைகளின் மட்டத்தில் பாதுகாக்கப்படுகின்றன. இருப்பினும், அசல் சல்பைடு அடுக்கு மற்றும் புதுப்பிக்கத்தக்கது இரண்டும் மையத்தை நோக்கி கந்தக சேர்மங்களின் செறிவு படிப்படியாகக் குறையும் ஒரு மண்டலத்தைக் குறிக்கிறது.
சுழற்சி உயவு அமைப்பு கொண்ட இயந்திரங்களில், உராய்வு ஜோடிகளில் சல்பைடு பாகங்களை நிறுவுவது, அதிக அல்லது குறைந்த அளவிற்கு, இரும்பு உலோகங்களால் செய்யப்பட்ட பாகங்களை உள்ளடக்கிய அனைத்து ஜோடிகளின் செயல்பாட்டை பாதிக்கும், ஏனெனில் சல்பைடுகள் அனைத்து உராய்வு மேற்பரப்புகளிலும் எண்ணெயால் கொண்டு செல்லப்படும். .
தூய சல்பிடேஷன் என்பது உடைப்பதைத் துரிதப்படுத்துவதற்கான ஒரு வழிமுறையாகவும், சுரண்டலைத் தடுக்கும் ஒரு நடவடிக்கையாகவும் மட்டுமே கருதப்பட வேண்டும். சல்பைட் அடுக்கு நீண்ட காலமாக இருக்கும் குறைந்த வேக அலகுகளைத் தவிர, உடைகள் எதிர்ப்பை அதிகரிக்கும் ஒரு முறையாக இது செயல்பட முடியாது.
சல்ஃபிடேஷன் அரிப்புக்கு எதிரான பாதுகாப்பு வழிமுறையாக செயல்பட முடியாது. உராய்வு பரப்புகளில் ஒன்றை சல்பைடிங் செய்வதன் மூலம் நேர்மறையான முடிவைப் பெறலாம். சல்ஃபைடு செய்யப்பட்ட பாகங்களை 500 டிகிரி செல்சியஸுக்கு சூடாக்குவது மேற்பரப்பு அடுக்குகளில் கந்தக உள்ளடக்கத்தை மாற்றாது.
சல்போசயனேட்டிங் என்பது இரும்பு உலோக பாகங்களின் உடைகள் எதிர்ப்பை அதிகரிப்பதற்கான ஒரு வழிமுறையாகும், இது கடினத்தன்மை மற்றும் சோர்வு எதிர்ப்பை அதிகரிக்கிறது மற்றும் நீர்த்துப்போகும் தன்மையைக் குறைக்கிறது. காற்று மற்றும் நீரில் உள்ள சல்போசயனேட்டட் எஃகு அரிப்பு எதிர்ப்பு சயனைடேட்டட் எஃகு விட குறைவாக இல்லை.
சிலிண்டர் லைனர்கள், பிஸ்டன்கள் மற்றும் உள் எரிப்பு இயந்திரங்களின் மோதிரங்கள், அமுக்கிகள் மற்றும் நீராவி என்ஜின்கள் சல்பைட் மற்றும் சல்போசயனேட் செய்யப்படுகின்றன; எஃகு வெற்று தாங்கு உருளைகள் (வெண்கலத்திற்கு பதிலாக நிறுவப்பட்டது); இணைக்கும் கேமராக்கள், ஈய திருகு நட்டுகள், நகரும் பாகங்களின் பாகங்கள், உயவு காரணமாக கடினமானது உயர் வெப்பநிலைசூழல் அல்லது அணுகல் இல்லாமை. சில இயந்திரங்களின் அதிக ஏற்றப்பட்ட தாங்கு உருளைகளின் வெண்கல லைனர்கள் எஃகு சல்போசயனேட்டட் மூலம் மாற்றப்பட்டபோது, தாங்கு உருளைகளின் ஆயுள் பல மடங்கு அதிகரித்தது. சுமார் 2 மீ/வி மெஷில் நெகிழ் வேகத்தில் புழு சக்கரங்களில் வெண்கலத்தை சல்போசயனேட்டட் வார்ப்பிரும்பு கொண்டு மாற்றுவதற்கான சாத்தியத்தை சோதனைகள் காட்டுகின்றன.
நீராவி சிகிச்சை. இந்த முறையானது எஃகு மற்றும் வார்ப்பிரும்பு பாகங்களை 500-600 டிகிரி செல்சியஸ் வெப்பநிலையில் சூப்பர் ஹீட் நீராவியுடன் சிகிச்சையளிப்பது, 0.1 எம்பிஏ வரை நீராவி அழுத்தம் மற்றும் 1-2 மணி நேரம் வைத்திருத்தல் ஆகியவை அடங்கும்.இந்த முறை எளிமையானது, சிக்கலான விலையுயர்ந்த உபகரணங்கள் தேவையில்லை. இயக்க பணியாளர்களுக்கு தீங்கு விளைவிக்காது. உட்புற எரிப்பு இயந்திரங்கள் மற்றும் கம்ப்ரசர்களின் பிஸ்டன் மோதிரங்கள், அதிவேக எஃகு கருவிகள் மற்றும் பிற தயாரிப்புகள் செயலாக்கத்திற்கு உட்படுத்தப்படுகின்றன. பகுதிகளின் செயலாக்கத்தின் போது உருவாகும் ஆக்சைடு படம் உடைக்கப்படுவதை ஊக்குவிக்கிறது, சுரண்டுவதற்கான வாய்ப்பைக் குறைக்கிறது மற்றும் பாகங்களின் உடைகள் எதிர்ப்பை அதிகரிக்கிறது.
குறைக்கடத்தி சாதன உற்பத்தியில் இரசாயன செயலாக்கம் முக்கிய உள்ளடக்கியது தொழில்நுட்ப செயல்பாடுகள், கீழே பட்டியலிடப்பட்டுள்ளன.
பாஸ்பேட் மற்றும் டானின்களுடன் இரசாயன சிகிச்சை சிலிக்கேட் தீர்வுகளை பாதிக்காது.
குளியல் ஊட்டி LTSh-18. ஆளி விதை எண்ணெய் நிரப்பப்பட்ட தொட்டிகளில் இரசாயன செயலாக்கம் மேற்கொள்ளப்படுகிறது. மின்முனைகள் பின்னர் குளோரினேஷன் தொட்டிகளில் வைக்கப்படுகின்றன. குளிர்ந்த நீரில் கிராஃபைட்டின் குளோரினேஷன் 24 மணி நேரம் தொடர்கிறது. இது அனோட்களின் இரசாயன சிகிச்சையின் செயல்முறையை நிறைவு செய்கிறது.
மொட்டுகள் மற்றும் இலைகள் (திராட்சை வத்தல் மொட்டுப் பூச்சி, மரத்தூள், அந்துப்பூச்சிகள், அசுவினி), உற்பத்தி உறுப்புகள் (நெல்லிக்காய் அந்துப்பூச்சி) மற்றும் எலும்பு பாகங்கள் (கண்ணாடி மற்றும் துளைப்பான்) பூச்சிகளுக்கு எதிரான போராட்டத்தில் பூக்கும் முன் மற்றும் பூக்கும் முன் உடனடியாக இரசாயன சிகிச்சைகள் தூள் பனி மற்றும் ஆந்த்ராக்னோஸுக்கு எதிராக.
இரசாயன சிகிச்சையானது, குறிப்பிட்ட வெப்பநிலையில் ஹைட்ரோகுளோரிக் மற்றும் நைட்ரிக் அமிலங்களின் கரைசல்களில் வரிசையாக செதுக்குவதைக் கொண்டுள்ளது. குறிப்பிட்ட வெப்பநிலையில் தண்ணீரில் இடைநிலை துவைக்கப்படுகிறது, மேலும் ரெக்டிஃபையருக்கு குறிப்பிடத்தக்க சேதத்தைத் தவிர்க்க கவனமாகவும் கவனமாகவும் மேற்கொள்ளப்பட வேண்டும்.
வெள்ளி நைட்ரேட்டின் கரைசலில் இரசாயன சிகிச்சை தொடங்குகிறது, மேலும் படம் மிகவும் தெளிவாக உள்ளது. பொருட்படுத்தாமல், Na மறுஉருவாக்கத்துடன் கூடுதல் சிகிச்சையின் போது ஒரு சல்பைட் படம் உருவாகிறது இரசாயன கலவைவெப்ப செதுக்கலின் போது ஆக்சைடு படத்தின் அதே விளைவை ஏற்படுத்த வேண்டும்.
ஹைட்ராலிக் கலவைகள் அல்லது ஹைட்ராலிக் மற்றும் மெக்கானிக்கல் மிக்சர்களின் ஒருங்கிணைந்த அமைப்புகளுடன் கூடிய OA உடன் ஒரு இடைநிலை அலகுக்குள் ஒரு இரசாயன மறுஉருவாக்கத்தை அறிமுகப்படுத்துவதன் மூலம் இரசாயன சிகிச்சை மேற்கொள்ளப்படுகிறது.
உலோகத் தளத்திற்கு பாலிமர் பூச்சு ஒட்டுதலை மேம்படுத்துவதால், உயர்தர பூச்சுகளைப் பெறுவதற்கு இரசாயன சிகிச்சை (பாஸ்பேட்டிங், பூசப்பட்ட மேற்பரப்பின் செயலற்ற தன்மையுடன் பொறித்தல்) அவசியம்.
முன்னிலையில் பெறப்பட்ட பாலி-டி-பென்சமைடு இழைகளின் பண்புகளில் வெப்ப சிகிச்சையின் விளைவு. அலிபாடிக் பாலிமைடுகளை மாற்றியமைக்க வேதியியல் சிகிச்சை பரவலாகப் பயன்படுத்தப்படுகிறது. நறுமண பாலிமைடுகள் தொடர்பாக, இந்த திசை தற்போது வளர்ச்சியடையவில்லை, இருப்பினும் கிடைக்கக்கூடிய தரவு இரசாயன செயலாக்கத்தின் பலனைக் குறிக்கிறது.
மேட்ரிக்ஸ் பொருளின் மேற்பரப்பு அடுக்குகளின் ஒரு குறிப்பிட்ட தடிமன் அகற்றப்படுவதோடு இரசாயன சிகிச்சையும் சேர்ந்துள்ளது. பொதுவாக இந்த சிகிச்சையானது டிக்ரீசிங் செயல்பாடுகள், அல்கலைன் அல்லது அமில பொறித்தல் மற்றும் சில சமயங்களில் இரண்டின் கலவையான மேற்பரப்பு செயலற்ற தன்மையை உள்ளடக்கியது. பட்டியலிடப்பட்ட ஒவ்வொரு செயல்பாட்டிற்கும் பிறகு, கழுவுதல் தேவைப்படுகிறது. இரசாயன செயலாக்கத்திற்கான எதிர்வினைகள் ஒவ்வொரு மேட்ரிக்ஸிற்கும் தனித்தனியாக தேர்ந்தெடுக்கப்படுகின்றன. இரசாயன சிகிச்சை செயல்முறையின் தொழில்நுட்ப அளவுருக்கள், எட்சான்ட்களின் செறிவு, வெப்பநிலை மற்றும் செயலாக்க நேரம் உட்பட, நிபந்தனைகளிலிருந்து சோதனை முறையில் தீர்மானிக்கப்படுகிறது. தேவையான தரம்மேற்பரப்பு அடுக்குகள், இந்த தரத்தை சிறிது நேரம் பராமரித்தல் (வேதியியல் சிகிச்சை மற்றும் பரவல் வெல்டிங் செயல்பாடுகளுக்கு இடையிலான இடைவெளி உட்பட) மற்றும் கொடுக்கப்பட்ட தடிமன் மேட்ரிக்ஸின் மேற்பரப்பு அடுக்குகளை அகற்றும். கடைசி நிபந்தனை என்னவென்றால், சிறிய தடிமன் (0 007 - 0 1 மிமீ) படலங்கள் பொதுவாக ஒரு அணியாகப் பயன்படுத்தப்படுகின்றன, மேலும் மேற்பரப்பில் இருந்து பல மைக்ரான்களின் அடுக்கை அகற்றுவது பின்னர் மேட்ரிக்ஸ் மற்றும் வலுப்படுத்தும் விகிதத்தை கணிசமாக மாற்றும். கலப்புப் பொருளில்.
வலிமை விளக்கப்படம் பற்றவைக்கப்பட்ட கூட்டுகட்டமைப்பு எஃகு 45 எஃகு 45 டிக்ரீசிங் முறையைப் பொறுத்து. வெல்டிங் முறை. 1000 C, t5 min., P20 - 4 mm Hg. கலை., பி2 கிலோ/மிமீ2. இரசாயன சிகிச்சை மற்றும் மேற்பரப்புகளை கழுவுதல் ஆகியவை கூட்டு வலிமை பண்புகளை உறுதிப்படுத்துவதை சாத்தியமாக்குகின்றன. மேலும், வெவ்வேறு சூழல்களின் செயல்கள் வேறுபட்டவை. உதாரணமாக, கார்பன் டெட்ராகுளோரைடுடன் டிக்ரீசிங் செய்யும் போது, அசிட்டோனுடன் துடைப்பதை விட வலிமை 14% அதிகரிக்கிறது.
வாயு குளோரின் அல்லது குரோமியத்தின் அக்வஸ் கரைசலுடன் கூடிய ரசாயன சிகிச்சையானது, வலுவான ஆக்ஸிஜனேற்ற முகவர்களானது, நல்ல பலனைத் தருகிறது, ஆனால் சிகிச்சையின் அளவைக் கட்டுப்படுத்துவதில் உள்ள சிரமம், தீங்கு விளைவிக்கும் பொருட்களின் பயன்பாடு மற்றும் அவற்றை அகற்றுவதில் சிக்கல் போன்றவற்றால் குறைந்த தொழில்நுட்பம் உள்ளது. பயன்பாடு மற்றும் பல-நிலை செயல்முறை.
தங்கம் மற்றும் பிளாட்டினத்தைப் பெறுவதற்கும் சுத்திகரிப்பதற்கும் இரசாயன செயலாக்கம் மற்றும் முறைகள்.
மென்மையான (அ) மற்றும் கரடுமுரடான (ஆ) மேற்பரப்பைக் கொண்ட அனோட்களின் திட்டவட்டமான பிரதிநிதித்துவம். இரசாயன சிகிச்சை என்பது அலுமினியத்தை அரிக்கும் கரைசல்களில் அனோட் படலத்தை பொறிப்பதாகும். பின்வரும் வகையான பொறித்தல் தீர்வுகள் பெரும்பாலும் பயன்படுத்தப்படுகின்றன: a) 400 - 600 el3 HC1 1000 cm3 H3O இல் 70 - 90 C c) 90 - 95 C இல் 200 - 300 cm3 HC1 மற்றும் 150 - 200 cm3 HNOS 1000 cm3 H2O.
மென்மையான (அ) மற்றும் கரடுமுரடான (ஆ) மேற்பரப்பைக் கொண்ட அனோட்களின் திட்டவட்டமான பிரதிநிதித்துவம். இரசாயன சிகிச்சையானது மென்மையான அனோட்களுடன் ஒப்பிடும்போது அனோட்களின் திறனை 8 - 10 மடங்கு வரை அதிகரிப்பதை சாத்தியமாக்குகிறது. குறிப்பிட்ட திறனில் மேலும் அதிகரிப்பு தேவைப்படுகிறது. அதிகப்படியான பொறித்தல் ஆழத்தின் பயன்பாடு, அதிகரித்த தடிமன் கொண்ட அனோட் படலத்தைப் பயன்படுத்த வேண்டிய அவசியத்துடன் தொடர்புடையது மற்றும் பொறித்த பிறகு துளைகளில் மீதமுள்ள குளோரின் அயனிகளைக் கழுவுவதை கடினமாக்குகிறது.
இரசாயன சிகிச்சையை சுயாதீனமாக அல்லது அல்ட்ராசவுண்டுடன் இணைந்து பயன்படுத்தலாம். அடி மூலக்கூறுகளை இரசாயன சுத்தம் செய்வதன் குறிப்பிடத்தக்க குறைபாடு என்னவென்றால், துப்புரவுக் கரைசலில் முன்னர் கரைக்கப்பட்ட பொருட்களுடன் அடி மூலக்கூறு மாசுபடுவதைத் தடுக்க துப்புரவுத் தீர்வின் தூய்மையைக் கட்டுப்படுத்துவது அவசியம். இறுதி கழுவுதல் ஒரு முன்நிபந்தனை சலவை நடுத்தர தொடர்ந்து புதுப்பித்தல் ஆகும்.
இரசாயன சிகிச்சைகள் இளஞ்சிவப்பு பூச்சியிலிருந்து தாவரங்களை முழுமையாக விடுவிப்பதில்லை. இரசாயன சிகிச்சைகள் நிறுத்தப்பட்ட பிறகு, இளஞ்சிவப்பு பூச்சிகளின் தொற்று 1 - 2 ஆண்டுகளுக்குப் பிறகு அதன் அசல் நிலைக்கு மீட்டமைக்கப்படுகிறது. எனவே, அதை எதிர்த்துப் போராடுவதற்கான பிற முறைகளும் சோதிக்கப்பட்டன.
அமைப்புகளுக்கான குழாய்களின் இரசாயன சிகிச்சை (பொறித்தல்) பின்வரும் செயல்பாடுகளைக் கொண்டுள்ளது: a) அமிலக் கரைசலில் பொறித்தல்; b) ஓடும் நீரில் கழுவுதல்; c) நடுநிலைப்படுத்தல்; ஈ) கழுவுதல் வெந்நீர்; இ) உலர்த்துதல்; இ) உயவு இயந்திர எண்ணெய்; g) குழாய்களின் முனைகளை மரச் செருகிகளால் அடைத்தல்.
இரசாயன சிகிச்சைகள் ஒவ்வொரு ஹெக்டரிலும் சுமார் 2 5 சென்டர் தானியத்தை சேமிக்க முடியும்.
இரசாயன எந்திரம் குறைந்த உழைப்பு மற்றும் இயந்திர துருவலை விட அதிக உற்பத்தி செய்யும்.
இரசாயன சிகிச்சை பெரும்பாலும் அரிப்பு (ஆக்ஸிஜனேற்றம், பாஸ்பேட்டிங்) இருந்து பாகங்கள் பாதுகாக்க பயன்படுத்தப்படுகிறது; வண்ணப்பூச்சுகள் மற்றும் வார்னிஷ்களுக்கு (பாஸ்பேட்டிங்) ஒரு ப்ரைமராக; உலோகங்களை வண்ணமயமாக்குவதற்கு; தேய்த்தல் பரப்புகளில் இயங்குவதை மேம்படுத்துவதற்காக.
சாதனத்தின் வகை மற்றும் செயல்முறை நிலை ஆகியவற்றைப் பொறுத்து இரசாயன சிகிச்சை மேற்கொள்ளப்படலாம் பல்வேறு முறைகள்மற்றும் அனைத்து வெப்ப செயல்பாடுகளுக்கும் முந்தைய ஒரு கட்டாய நடவடிக்கையாகும். பிறகு எந்திரம்இயந்திர ரீதியாக சேதமடைந்த குறைக்கடத்தி அடுக்கை அகற்றி மேற்பரப்பை சுத்தம் செய்ய இரசாயன சிகிச்சை மேற்கொள்ளப்படுகிறது.
பூச்சிக்கொல்லி மழையால் தாவரங்களிலிருந்து கழுவப்பட்டால், அல்லது சிகிச்சைக்குப் பிறகு, புதிய தொகுதி பிழைகள் இந்த பகுதிகளுக்கு பறந்தால் அல்லது காற்றின் வெப்பநிலை கடுமையாக வீழ்ச்சியடைந்தால் இரசாயன சிகிச்சை விரும்பிய விளைவை அளிக்காது.
குறிப்பிட்ட புவியியல் மற்றும் தொழில்நுட்ப நிலைமைகளுக்கு ஏற்ப துளையிடும் திரவத்தின் பண்புகளை சரிசெய்வதற்கான முக்கிய வழிமுறையாக இரசாயன சிகிச்சை உள்ளது. சிறிய, அரிதாக அறிமுகப்படுத்தப்பட்ட இலக்கு செயலின் சேர்க்கைகள், சுற்றுச்சூழலுக்கு பாதுகாப்பானது மற்றும் பிற பொருட்களுடன் நன்கு இணைந்ததன் மூலம் விரும்பிய விளைவை அடைந்தால், அதிக விலையுயர்ந்த எதிர்வினைகளைப் பயன்படுத்துவது பொருத்தமானதாகக் கருதப்படுகிறது.
இரசாயன சிகிச்சை, ஏற்றத்தாழ்வுக்கான இழப்பீடு, அத்துடன் வேக சக்கரங்களை மாற்றுதல் (சுயவிவரத்தின் அளவுத்திருத்தம் மற்றும் பேக்கலைட்டுடன் செறிவூட்டல் தவிர) அனுமதிக்கப்படாது.
இரசாயன சிகிச்சைகள் மற்றும் நுண்ணுயிரியல் தயாரிப்புகள் பருத்தி வளரும் மண்டலங்களுக்கு ஏற்ப வித்தியாசமாக பயன்படுத்தப்படுகின்றன.
இரசாயன சிகிச்சையானது, மேற்பரப்பை ஆக்சிஜனேற்றம் செய்வதன் மூலம் அதன் மீது துருவ குழுக்களை (OH, CO, முதலியன) உருவாக்குவதை நோக்கமாகக் கொண்டுள்ளது. பாலியோல்ஃபின்களுக்கு, இத்தகைய எதிர்வினைகள் பல்வேறு குரோமியம் கலவைகள், பொட்டாசியம் பெர்மாங்கனேட், செறிவூட்டப்பட்ட சல்பூரிக் அமிலம் மற்றும் பிற ஆக்ஸிஜனேற்ற முகவர்கள். குறிப்பாக, 50 கிராம் K2Cr207, 880 g 98% H2SO4 மற்றும் 70 g H2O ஆகியவற்றின் கலவையில் 70 - 100 C வெப்பநிலையில் 1 - 10 நிமிடங்கள் பாலிஎதிலினைச் செயலாக்குவதன் மூலம் நல்ல பலன் கிடைக்கும்.
இரசாயன சிகிச்சையானது சோளப் பயிர்களில் வரிசை இடைவெளியை இயந்திரத் தளர்ச்சியை அடிக்கடி மேற்கொள்ள வேண்டிய அவசியமில்லை என்பதைக் காட்டுகிறது. களைக்கொல்லிகளின் பயன்பாடு, குறிப்பாக சிமாசின் மற்றும் அட்ராசின், கைமுறை உழைப்பு இல்லாமல் சோள சாகுபடிக்கு முற்றிலும் மாறுவதை சாத்தியமாக்குகிறது.
இரசாயன சிகிச்சையானது பரவலாகப் பயன்படுத்தப்படுவதில்லை, ஏனெனில் இந்த முறையின் பயன்பாடு கூழ் ஆலைகளில் இருந்து வெளியேற்றப்படும் அதிக அளவு மதுபானம் மற்றும் அதன் விளைவாக, உலைகளின் அதிக நுகர்வு மற்றும் அதன் விளைவாக ஏற்படும் கசடுகளின் பெரிய அளவு ஆகியவற்றால் சிக்கலானது.
pH 3-6 இல் ஒரு நிக்கல் சல்பேட் கரைசலில் முன் பொறிக்கப்பட்ட பணியிடங்களின் இரசாயன சிகிச்சை மிக முக்கியமான செயல்பாடாகும். தொழில்நுட்ப செயல்முறைபற்சிப்பிக்கு எஃகு தயாரித்தல். எஃகு மேற்பரப்பில் ஒரு நிக்கல் படம் உருவாகிறது, இது NiO இல்லாத ப்ரைமர் அல்லது பற்சிப்பியை சுடும்போது ஒரு ஒட்டுதல் முகவராக செயல்படுகிறது. இருப்பினும், உற்பத்தி நிலைமைகளின் கீழ் சாதகமான முடிவுகள் எப்போதும் அடையப்படுவதில்லை, எனவே இந்த சிகிச்சையானது அனைத்து தொழிற்சாலைகளிலும் பயன்படுத்தப்படுவதில்லை.
பதப்படுத்தப்படும் பொருளைப் பொறுத்து இரசாயன செயலாக்கம் கணிசமாக மாறுபடும்.
pH 3-6 இல் நிக்கல் சல்பேட் கரைசலில் முன் பொறிக்கப்பட்ட பணியிடங்களின் இரசாயன சிகிச்சையானது பற்சிப்பிக்கு எஃகு தயாரிக்கும் தொழில்நுட்ப செயல்பாட்டில் மிக முக்கியமான செயல்பாடாகும். எஃகு மேற்பரப்பில் ஒரு நிக்கல் படம் உருவாகிறது, இது NiO இல்லாத ப்ரைமர் அல்லது பற்சிப்பியை சுடும்போது ஒரு ஒட்டுதல் முகவராக செயல்படுகிறது. இருப்பினும், உற்பத்தி நிலைமைகளின் கீழ் சாதகமான முடிவுகள் எப்போதும் அடையப்படுவதில்லை, எனவே இந்த சிகிச்சை எப்போதும் பயன்படுத்தப்படுவதில்லை.
பூச்சிக்கொல்லிகளுடன் இரசாயன சிகிச்சையானது ஒரு ஆரம்ப பரிசோதனைக்குப் பிறகு மட்டுமே மேற்கொள்ளப்பட வேண்டும் மற்றும் ஒரு தாவர பாதுகாப்பு நிபுணர் அத்தகைய சிகிச்சையின் சாத்தியத்தை நிறுவியுள்ளார். பூச்சிக்கொல்லி மருந்து தேவையில்லாத பகுதிகளில் பயன்படுத்த தடை விதிக்கப்பட்டுள்ளது. மண்ணில் பூச்சிக்கொல்லிகளை அறிமுகப்படுத்துதல் மற்றும் தாவரங்களுக்கு சிகிச்சையளிப்பது மண்ணில் அவற்றின் பின்னணி உள்ளடக்கத்தை கணக்கில் எடுத்துக்கொண்டு மேற்கொள்ளப்பட வேண்டும், இதனால் மருந்தின் மொத்த அளவு அதிகபட்சமாக அனுமதிக்கப்பட்ட அளவை விட அதிகமாக இல்லை. நுகர்வு தரநிலைகள் மற்றும் மருந்தின் பயன்பாட்டின் அதிர்வெண் ஆகியவற்றுடன் கட்டாய இணக்கத்துடன் நிறுவப்பட்ட கால வரம்புகளுக்குள் பூச்சிக்கொல்லிகளுடன் சிகிச்சை மேற்கொள்ளப்படுகிறது.
இரசாயன சிகிச்சையானது மாதிரி மற்றும் குறிகாட்டியின் நல்ல கலவையை உறுதி செய்ய வேண்டும். இது மாதிரியை கரைப்பது அல்லது சிதைப்பது மற்றும் மாதிரி உறுப்பு மற்றும் குறிகாட்டியை ஒரே இரசாயன கலவையாக மாற்றுவதை உள்ளடக்கியது. பின்வரும் இரண்டு அம்சங்களைக் கவனிக்க வேண்டும்.
இரசாயன சிகிச்சையானது அல்ட்ராசவுண்ட் மற்றும் சுயாதீனமாக இணைந்து திறம்பட பயன்படுத்தப்படலாம்.
இரசாயன சிகிச்சை பொதுவாக தயாரிப்புகளுக்கு பயன்படுத்தப்படுகிறது சிக்கலான வடிவம், குறிப்பாக, பெரிய தயாரிப்புகள், பிற செயலாக்க முறைகள் பொருந்தாதபோது. இது தயாரிப்பை (LDPE அல்லது HDPE ஆல் தயாரிக்கப்பட்டது) ஒரு செதுக்கல் கரைசலில் மூழ்கடிப்பதை உள்ளடக்குகிறது, எடுத்துக்காட்டாக, குரோமிக் அமிலம், பெர்மாங்கனேட், சல்பூரிக் அல்லது குளோரோசல்போனிக் அமிலம். அகச்சிவப்பு நிறமாலை ஆய்வுகள் LDPEக்கான குறிப்பிடத்தக்க மேற்பரப்பு இரசாயன மாற்றங்களை வெளிப்படுத்துகின்றன, ஆனால் HDPE அல்லது PP க்காக அல்ல.
தண்ணீருக்கான 4% பெண்டோனைட் இடைநீக்க மேலோட்டத்தின் வடிகட்டுதல் குறிகாட்டிகளின் விகிதத்தின் சார்பு (G7K 10 8 105 s / m மற்றும் செறிவு மீது எதிர்வினைகள் மற்றும் எலக்ட்ரோலைட்டுகளின் அக்வஸ் தீர்வுகள். / - GPAA. 2 - KMC-500. 3 - UShR. 4 - Na2SiO3. 5 - NaCI. 6 - KCI. 7 - CaCI2. 8 - MgCI2 7 - GPAA 2 - மெட்டாஸ்.
இரசாயன சிகிச்சையானது பாதரசத்தின் ஆக்சிஜனேற்றத்தை அடிப்படையாகக் கொண்டது, அதை ஆக்சைடு அல்லது குளோரைடாக மாற்றுகிறது. ஃபெரிக் குளோரைட்டின் 20% அக்வஸ் கரைசலுடன் பாதரசத்தின் தொடர்பு அடிப்படையிலான முறை எளிமையான மற்றும் நம்பகமான ஒன்றாக கருதப்படுகிறது. சிகிச்சையளிக்கப்பட வேண்டிய மேற்பரப்பு தாராளமாக கரைசலில் ஈரப்படுத்தப்பட்டு, பாதரசத்தை நன்றாக குழம்பாக்க பல முறை தூரிகை மூலம் துடைக்கப்படுகிறது, பின்னர் முற்றிலும் உலர்ந்த வரை விடப்படுகிறது.
இரசாயன சிகிச்சையானது டிக்ரீசிங் மற்றும் மேற்பரப்பு பொறித்தல் செயல்பாடுகளைக் கொண்டுள்ளது.
குறைக்கடத்தி சாதனங்களின் உற்பத்தியில் உள்ள பொருட்களின் இரசாயன செயலாக்கம் பொதுவாக அமிலங்கள் மற்றும் காரங்கள் மற்றும் கரிம கரைப்பான்களின் அக்வஸ் தீர்வுகள் மூலம் மேற்கொள்ளப்படுகிறது. அசெம்பிளியின் இறுதி கட்டத்தை நீங்கள் நெருங்கும்போது, நீர் மற்றும் இரசாயனங்களின் தூய்மைக்கு அதிக கவனம் செலுத்தப்பட வேண்டும்.
இரசாயன கழிவு சுத்திகரிப்பு மற்றவற்றுடன் இணைந்து பயன்படுத்தப்பட வேண்டும் சாத்தியமான வழிகள்செயலாக்கம், பிரித்தல் போன்றவை.
நீராவி மற்றும் சுருக்கப்பட்ட காற்றை வழங்குவதற்கான சுருள்கள் பொருத்தப்பட்ட குளியல் (படம் 46) இல் வெனீரின் இரசாயன செயலாக்கம் மேற்கொள்ளப்படுகிறது. காரக் கரைசல் அதன் மேற்பரப்பில் சுதந்திரமாக ஊடுருவிச் செல்லும் வகையில் வெனீர் குளியலில் வைக்கப்படுகிறது.
வெனீரின் இரசாயன சிகிச்சைக்கான குளியல். நீராவி மற்றும் சுருக்கப்பட்ட காற்றை வழங்குவதற்கான சுருள்கள் பொருத்தப்பட்ட குளியல் (படம் 103) இல் வெனீரின் இரசாயன செயலாக்கம் மேற்கொள்ளப்படுகிறது. காரக் கரைசல் அதன் மேற்பரப்பில் சுதந்திரமாக ஊடுருவிச் செல்லும் வகையில் வெனீர் குளியலில் வைக்கப்படுகிறது.
கண்ணாடியின் வேதியியல் செயலாக்கம் மேற்பரப்பு அடுக்கில் இருக்கும் குறைபாடுகளை அகற்றுவதை நோக்கமாகக் கொண்டுள்ளது. 50 முதல் 150 மைக்ரான் ஆழம் வரை ஹைட்ரோபுளோரிக் அமிலத்துடன் மேற்பரப்பை அடிக்கடி பொறிப்பதன் மூலமும், ஆர்கனோசிலிகான் திரவங்களைக் கொண்டு சிகிச்சையளிப்பதன் மூலமும் இது செய்யப்படுகிறது, இது குறைபாடுகளைக் குணப்படுத்துகிறது.
ஆல்கஹாலின் இரசாயன சிகிச்சை என்பது ஒரு துணை அறுவை சிகிச்சை ஆகும், இது திருத்தியமைப்பதன் மூலம் பிரிக்க கடினமாக இருக்கும் அசுத்தங்களிலிருந்து மதுவை சுத்தப்படுத்த உதவுகிறது. இரசாயன சுத்தம் மூலப்பொருட்களிலிருந்து அமிலங்கள், எஸ்டர்கள், ஆல்டிஹைடுகள் மற்றும் நிறைவுறா கலவைகளை அகற்ற வடிவமைக்கப்பட்டுள்ளது.
இரசாயன சிகிச்சைகள் குறைந்த நேரத்தையும் பணத்தையும் கொண்டு விரைவான முடிவுகளைத் தருகின்றன, ஆனால் மற்ற எல்லா முறைகளும் நேர்மறையான விளைவைக் கொடுக்காதபோது அவற்றைப் பயன்படுத்துவது நல்லது. இந்த அணுகுமுறை உண்மையில் காரணமாக உள்ளது இரசாயன பொருட்கள், தாவர பாதுகாப்புக்காக பயன்படுத்தப்படுகிறது, குறிப்பாக நியாயமற்ற முறையில் பயன்படுத்தினால், உணவுப் பொருட்களை மாசுபடுத்துகிறது மற்றும் சூழல். ரசாயனங்களைப் பயன்படுத்துவதில் எச்சரிக்கையாக இருக்க வேண்டும், ஏனெனில் சூடான இரத்தம் கொண்ட உயிரினங்களில் அவற்றில் பலவற்றின் தாக்கம் இன்னும் போதுமான அளவு ஆய்வு செய்யப்படவில்லை.
இரண்டாம் நிலை இரசாயன சிகிச்சையானது முதன்மை சிகிச்சையின் போது பெறப்பட்ட கரைசலின் பண்புகளை பராமரிப்பதைக் கொண்டுள்ளது. துளையிடும் செயல்பாட்டின் போது சுத்தப்படுத்தும் கரைசலின் பண்புகளில் ஏற்படும் மாற்றங்கள், கரைசலில் கடந்து செல்லக்கூடிய பாறைகளின் செல்வாக்கின் தன்மை, நிலத்தடி நீரின் கனிமமயமாக்கலின் அளவு மற்றும் பல காரணிகளால் தீர்மானிக்கப்படுகிறது, மீண்டும் மீண்டும் இரண்டாம் நிலை செயலாக்கம் தேவைப்படலாம். கூடுதல் இரண்டாம் நிலை செயலாக்கம் தேவைப்படும் இடைவெளியானது தீர்வின் பண்புகளில் ஏற்படும் மாற்றத்தின் தீவிரத்தால் தீர்மானிக்கப்படுகிறது.
ஒரு உருவாக்கத்தின் இரசாயன சிகிச்சையானது வேதியியல் ரீதியாக செயல்படும் வினைப்பொருட்களின் (ஹைட்ரோகுளோரிக் அமிலம், களிமண் அமிலம், முதலியன) கரைசல்களை செலுத்துகிறது மற்றும் நீர்த்தேக்கத்தின் கனிம எலும்புக்கூட்டுடன் அவற்றின் வேதியியல் தொடர்பு மற்றும் துளை இடத்தை நிரப்புகிறது.
மண்ணின் இரசாயன சிகிச்சை அல்லது அவற்றின் இரசாயன செயலாக்கம் நீர்த்த ஹைட்ரோகுளோரிக் அல்லது சல்பூரிக் அமிலத்துடன் கலக்கும்போது அவற்றை நீண்ட நேரம் சூடாக்குகிறது.
பிற செயலாக்க முறைகளுடன், இது இந்த பகுதியில் பரந்த பயன்பாட்டைக் கண்டறிந்துள்ளது. இரசாயன உலோக செயலாக்கம். இந்த முறை ஒரு உலோக மேற்பரப்பில் இருந்து பணிப்பகுதி பொருளின் ஒரு அடுக்கை வலியின்றி அகற்ற அனுமதிக்கிறது. செயல்முறை தேவையான இரசாயன எதிர்வினைகளை மேற்கொள்வதைக் கொண்டுள்ளது. இது கண்காட்சியில் விரிவாக வழங்கப்படுகிறது.
உலோக மேற்பரப்புகளின் இரசாயன சிகிச்சைக்கான முறைகளின் வகை மற்றும் விளக்கம்
ஒவ்வொரு வழி இரசாயன உலோக செயலாக்கம்அதன் சொந்த சில நன்மைகள் உள்ளன. உலோகத்தின் இரசாயன சிகிச்சையின் செயல்முறை குறைந்த அழுத்தத்தின் கீழ் தீர்வுக்கான ஜெட் விநியோக நிலைமைகளின் கீழ் மேற்கொள்ளப்படுகிறது. இந்த முறைக்கு தெளித்தல் என்ற பெயர் வழங்கப்பட்டது. இதனுடன், இரசாயன எதிர்வினைகளைப் பயன்படுத்தி பின்வரும் செயலாக்க முறைகள் பயன்படுத்தப்படுகின்றன: மூழ்குதல், நீராவி சிகிச்சை, ஹைட்ரோ-ஜெட் அலகுகளைப் பயன்படுத்தி சிகிச்சை.
உலோக மேற்பரப்புகளுக்கு இரசாயன சிகிச்சை செயல்முறை
உலோக மேற்பரப்பின் தயாரிப்பு சிறப்பு சாதனங்களுடன் மேற்கொள்ளப்படுகிறது - இரசாயன தயாரிப்பு அலகுகள் (CPAs). இரசாயன வெளிப்பாட்டின் முறையை நிர்ணயிக்கும் போது, உற்பத்தித் திட்டங்களின் தரநிலைகள், தனிப்பட்ட பகுதிகளின் உள்ளமைவு மற்றும் பரிமாணங்கள் பற்றிய தரவு மற்றும் நிறுவனத்தின் ஒன்று அல்லது மற்றொரு பணித் துறையின் தனிப்பட்ட வேறுபாடுகள் ஆகியவை கணக்கில் எடுத்துக்கொள்ளப்படுகின்றன.
டெட்-எண்ட் அல்லது பாஸ்-த்ரூ பொறிமுறைகளில் பயன்படுத்தப்படும் உலோக தயாரிப்புகளை செயலாக்கும்போது தெளித்தல் முறை பயன்படுத்தப்படுகிறது. அவர்களின் ஏற்பாடு காரணமாக AKhPP-க்கு அதிக முன்னுரிமை அளிக்கப்படுகிறது உயர் நிலைவளர்ச்சிகள். தொடர்ச்சியான செயல்பாட்டில் இந்த சாதனங்களைப் பயன்படுத்த அனுமதிக்கப்படுகிறது. செயலாக்கத்தின் இந்த வழக்கில் உள்ள நன்மை மேற்பரப்பு தயாரிப்பு வேலை மற்றும் உலோக மேற்பரப்பை ஓவியம் வரைவதில் ஒரு வகை கன்வேயர் சாதனத்தைப் பயன்படுத்துவதாகும்.
மூழ்கும் முறையைப் பயன்படுத்தி மேற்பரப்புகளுக்கு சிகிச்சையளிக்கும் போது, இரசாயன தயாரிப்பு சாதனங்கள் வேலை செய்யும் பகுதியுடன் பல தனித்தனி கொள்கலன்களின் வடிவத்தில் பயன்படுத்தப்படுகின்றன, அவை ஒரு குறிப்பிட்ட வரிசையில் ஏற்பாடு செய்யப்படுகின்றன. இத்தகைய நிறுவல்கள் சிறப்பு கலவை வழிமுறைகள், உலர்த்தும் பெட்டிக்கு வழிவகுக்கும் குழாய் இணைப்புகள் மற்றும் ஒரு கன்வேயர் சாதனம் ஆகியவற்றைக் கொண்டுள்ளன. செயலாக்கத்திற்கு உட்பட்ட உலோக பாகங்கள் ஆரம்பத்தில் ACP மண்டலத்திற்குள் நுழைகின்றன. வெளியீடு முடிக்கப்பட்ட தயாரிப்புகள் ஆகும், அவை பின்னர் ஒரு ஏற்றம், மேல்நிலை கிரேன் அல்லது தானியங்கி ஆபரேட்டரைப் பயன்படுத்தி கிடங்கிற்கு வழங்கப்படுகின்றன.
உலோக செயலாக்கத்தின் நீராவி ஜெட் முறை சில அம்சங்களைக் கொண்டுள்ளது. பெரிய பரிமாணங்களைக் கொண்ட பாகங்கள் அல்லது வழிமுறைகளை ஓவியம் வரைவதற்கு இது முதன்மையாகப் பயன்படுத்தப்படுகிறது.
தயாரிப்பைத் தயாரிக்க, அதன் மேற்பரப்பை கிரீஸிலிருந்து நன்கு சுத்தம் செய்வது அவசியம். இதற்கு இணையாக, சிகிச்சையளிக்கப்பட்ட அடித்தளத்தின் உருவமற்ற பாஸ்பேட்டிங் செயல்முறை ஏற்படுகிறது. உலோக செயலாக்க வேலை ஒரு ஆபரேட்டரால் கைமுறையாக மேற்கொள்ளப்படுகிறது, அவர் ஒரு சிறப்பு துப்புரவு பீப்பாயைப் பயன்படுத்தி நீராவி-நீர் வெகுஜனத்தை சமமாக தெளிப்பார். இந்த செயல்முறையின் வெப்பநிலை ஆட்சி 140 டிகிரி செல்சியஸுக்கு ஒத்திருக்க வேண்டும். தெளித்தல் செயல்பாட்டின் போது, தேவையான இரசாயன கூறுகள் தீர்வுக்கு சேர்க்கப்படுகின்றன.
இந்த வழியில் உலோகத்தை செயலாக்கும் போது, இரண்டு வகையான உபகரணங்கள் பயன்படுத்தப்படுகின்றன: நிலையான, வெப்பமூட்டும் நீராவி விநியோக அழுத்தம் 5 வளிமண்டலங்களை அடையும், மற்றும் மொபைல்.
இரசாயன உலோக செயலாக்கத்தின் நோக்கம்அதன் வலிமை குறிகாட்டிகளை அதிகரிப்பது, அத்துடன் உற்பத்தியின் அரிப்பு எதிர்ப்பு பாதுகாப்பு. இது சாதனத்தின் சேவை வாழ்க்கையை அதிகரிக்கிறது.
உலோக மேற்பரப்புகளின் இரசாயன சிகிச்சையின் முக்கிய நன்மைகள் பின்வருமாறு:
- இரசாயன எதிர்வினைகளின் விரைவான நிகழ்வு காரணமாக அதிக உற்பத்தித்திறன்;
- பிசுபிசுப்பு அல்லது குறிப்பாக கடினமான அமைப்புடன் செயலாக்கப் பொருட்களின் கிடைக்கும் தன்மை;
- பொருள் மீது இயந்திர அல்லது வெப்பநிலை விளைவுகளை விலக்குதல்.
இரசாயன வெளிப்பாட்டின் மிகவும் பொதுவான முறைகளில் ஒன்று ஆழமான பொறித்தல் ஆகும். இந்த செயல்முறை இரசாயன அரைத்தல் என்றும் அழைக்கப்படுகிறது. அதன் பயன்பாட்டின் பகுதிகள் மெல்லிய உலோகத்தால் செய்யப்பட்ட பகுதிகளின் சிக்கலான வடிவ மேற்பரப்புகள், அதிக எண்ணிக்கையிலான சிறிய பகுதிகளை செயலாக்க வேண்டிய அவசியம். உலோக மேற்பரப்புகளின் இந்த வகை செயலாக்கம் பயன்படுத்தப்படுகிறது பல்வேறு திசைகள் தொழில்துறை உற்பத்தி. முழு செயல்முறையையும் இந்த தலைப்புக்கு அர்ப்பணிக்கப்பட்ட கண்காட்சியில் படிக்கலாம்.
எஃகு வெப்ப சிகிச்சை, இதன் விளைவாக மேற்பரப்பு அடுக்குகளின் வேதியியல் கலவை மாறுகிறது, இது இரசாயன-வெப்ப சிகிச்சை என்று அழைக்கப்படுகிறது. தயாரிப்பு சிறப்பாக தேர்ந்தெடுக்கப்பட்ட சூழலில் சூடாகிறது மற்றும் இந்த பொருளின் அணுக்களை எஃகு படிக லட்டுக்கு மாற்றுவது மற்றும் அறிமுகப்படுத்துவதன் காரணமாக மேற்பரப்பின் வேதியியல் கலவையில் மாற்றம் ஏற்படுகிறது.
ஒரு பொருள் தொடர்பு கொள்ளும்போது மற்றொன்றில் ஊடுருவும் செயல்முறை பரவல் என்று அழைக்கப்படுகிறது. தயாரிப்பு வெப்பமடையும் சூழலைப் பொறுத்து, பல வகையான இரசாயன-வெப்ப சிகிச்சைகள் வேறுபடுகின்றன. தொழில்துறையில் மிகவும் பொதுவானவை: கார்பரைசேஷன், நைட்ரைடிங் மற்றும் சயனைடேஷன்.
சிமெண்டேஷன்
கார்பரைசேஷன் செயல்முறையானது உலோகத்தின் மேற்பரப்பு அடுக்கை கார்பனுடன் நிறைவு செய்வதை உள்ளடக்குகிறது. சரியாக மேற்கொள்ளப்பட்ட கார்பரைசேஷன் ஆட்சிக்குப் பிறகு உலோகத்தின் மேற்பரப்பில் உள்ள கார்பனின் அளவு 0.9-1.0% ஆக இருக்க வேண்டும். குறைந்த கார்பன் எஃகு செய்யப்பட்ட தயாரிப்புகள் சிமெண்டேஷனுக்கு உட்படுத்தப்படுகின்றன. கடினப்படுத்தப்பட்ட பிறகு சிமென்ட் செய்யப்பட்ட பொருட்கள் மேற்பரப்பு அடுக்கின் மிக உயர்ந்த கடினத்தன்மையைப் பெறுகின்றன, அதே நேரத்தில் மென்மையான, பிசுபிசுப்பான மையத்தை பராமரிக்கின்றன. இந்த கலவை உள்ளது பெரும் முக்கியத்துவம்உராய்வு மற்றும் அதே நேரத்தில் தாக்கம் அல்லது முறுக்கு (கியர்ஸ், ஸ்பிண்டில்ஸ், பிஸ்டன் பின்ஸ் போன்றவை) செயல்படும் இயந்திர பாகங்களுக்கு. சிமென்ட் செய்யப்பட்ட பாகங்களின் கடினமான மேற்பரப்பு சிராய்ப்பை நன்கு எதிர்க்கிறது, மேலும் பிசுபிசுப்பான மையமானது தாக்கத்தின் போது உடைந்து போகாமல் பாதுகாக்கிறது.
கருவி உற்பத்தியில், அளவிடும் கருவிகள், சாதனங்கள், சில வகையான நிறுவல் கருவிகள் போன்றவற்றை தயாரிப்பதில் கார்பரைசேஷன் பயன்படுத்தப்படுகிறது.
கார்பரைசேஷனுக்கு, 0.25% வரை கார்பன் உள்ளடக்கம் கொண்ட கார்பன் ஸ்டீல் மற்றும் அலாய் ஸ்ட்ரக்சுரல் ஸ்டீல் பயன்படுத்தப்படுகிறது. சிக்கலான வடிவத்தின் நீண்ட மெல்லிய பகுதிகள், சிதைவுக்கு உட்பட்டு, குறைந்த அளவிலான கார்பனுடன் எஃகிலிருந்து தயாரிக்கப்பட வேண்டும், மேலும் வலுவான கோர் தேவைப்படும் எளிய வடிவத்தின் பாரிய பகுதிகள் - கார்பனின் மேல் வரம்புடன், சில சந்தர்ப்பங்களில், அதன் உள்ளடக்கம் 0.3 அல்லது 0.35%.
எஃகு திட, வாயு மற்றும் (அரிதாக) திரவ ஊடகங்களில் சிமென்ட் செய்யப்படுகிறது, அவை அவற்றின் கார்பனை வெளியிடலாம். இந்த ஊடகங்கள் கார்பரைசர்கள் என்று அழைக்கப்படுகின்றன.
திடமான கார்பரைசரில் சிமெண்டேஷன். கரி மற்றும் கார்பன் டை ஆக்சைடு உப்புகளின் கலவை (பேரியம் கார்பனேட், சோடியம் கார்பனேட், கால்சியம் கார்பனேட்) திடமான கார்பரைசராக தொழில்துறையில் பரவலாகப் பயன்படுத்தப்படுகிறது.
கார்பரைசரைத் தயாரிக்க, நிலக்கரி 3-10 மிமீ அளவுள்ள துண்டுகளாக நசுக்கப்பட்டு, தூசியை அகற்றுவதற்காக பிரிக்கப்படுகிறது. பயன்படுத்தப்படும் நிலக்கரி ஓக் அல்லது பிர்ச் ஆகும், ஏனெனில் மென்மையான பாறைகளிலிருந்து வரும் நிலக்கரி விரைவாக எரிகிறது. கார்பன் டை ஆக்சைடு உப்புகள் தூளாக அரைக்கப்பட்டு, ஒரு நல்ல சல்லடை மூலம் பிரிக்கப்படுகின்றன.
முதல் முறை, இதில் மிகவும் சீரான கலவை பெறப்படுகிறது, இது பின்வருமாறு: உப்பு தண்ணீரில் கரைக்கப்படுகிறது, நிலக்கரி இந்த கரைசலுடன் ஊற்றப்பட்டு, கலக்கப்பட்டு உலர்த்தப்படுகிறது. அனுமதிக்கப்பட்ட ஈரப்பதம் 5-7%.
இரண்டாவது முறை உலர்ந்த நிலக்கரி மற்றும் உப்பு ஆகியவற்றை நன்கு கலக்க வேண்டும். மோசமாக கலந்த கார்பரைசர் சிமென்டேஷன் மற்றும் ஸ்பாட்டிங்கின் சீரற்ற அடுக்கில் விளைகிறது.
பல தொழிற்சாலைகள் நிலக்கரி மற்றும் பல வகையான கார்பன் டை ஆக்சைடு உப்புகளிலிருந்து Bondyuzhsky ஆலையால் தயாரிக்கப்பட்ட ஆயத்த கார்பரைசரைப் பயன்படுத்துகின்றன. தொழிற்சாலைகள் தங்கள் சொந்த தேவைகளுக்காக தயாரிக்கப்படும் கார்பரைசர்கள் பொதுவாக 85-90% கரி மற்றும் 10-15% எடை சோடியம் கார்பனேட் (சோடா சாம்பல்) கொண்டிருக்கும். சிமெண்டேஷனுக்கு, 20-30% புதிய கார்புரைசர் மற்றும் 70-80% பயன்படுத்தப்பட்ட கார்புரைசர் கலவை பயன்படுத்தப்படுகிறது. சில தொழிற்சாலைகள் நிலக்கரிக்கு பதிலாக மரத்தூளைப் பயன்படுத்துகின்றன, கருகிய எலும்பு, தோல் போன்றவற்றை கார்பரைசரில் சேர்க்கின்றன.ஆனால், இந்த அனைத்து சேர்க்கைகள், அத்துடன் நிலக்கரியை மரத்தூளுடன் மாற்றுவது, கார்பரைசேஷனின் தரத்தை மோசமாக்குகிறது.
சிமெண்டேஷனுக்காக வழங்கப்படும் பாகங்கள் உலர்ந்ததாகவும், அளவு, துரு, அழுக்கு, எண்ணெய், சில்லுகள் போன்றவை இல்லாததாகவும் இருக்க வேண்டும்.
சிமெண்டேஷனுக்கு உட்பட்ட பொருட்களின் மேற்பரப்புகளின் பாதுகாப்பு. தொழில்நுட்ப நிலைமைகள் காரணமாக, சிமென்ட் செய்யக்கூடாத பகுதிகளின் பகுதிகள், பின்வரும் வழிகளில் கார்புரைசேஷனில் இருந்து பாதுகாக்கப்படுகின்றன:
1. வெட்டுவதன் மூலம் பதப்படுத்தப்பட்ட பொருட்களில் கொடுப்பனவுகளை விட்டுவிடுதல். சிமெண்டேஷனுக்கு உட்படுத்தப்படாத இடங்களில், குறிப்பிட்ட சிமெண்டேஷன் ஆழத்தை விட அதிகமான கொடுப்பனவு விடப்படுகிறது. கடினப்படுத்துவதற்கு முன், இந்த கொடுப்பனவு இயந்திரத்தில் அகற்றப்படும்.
2. பூச்சு பயன்படுத்துதல். பின்வருபவை சிமெண்டேஷனுக்கு உட்பட்ட பகுதிகளுக்குப் பயன்படுத்தப்படும் பூச்சுகளாகப் பயன்படுத்தப்படுகின்றன: a) திரவ கண்ணாடியுடன் கலந்த களிமண்; b) களிமண், மணல் மற்றும் கல்நார் நுண்துகள்களின் கலவை திரவ கண்ணாடியுடன் கலக்கப்படுகிறது; c) வெப்ப காப்பு தூள் அல்லது குவார்ட்ஸ் மணல் (75%) மற்றும் நுண்ணிய அளவு (25%) ஆகியவற்றின் கலவை, 1 x 1 மிமீ கண்ணி மூலம் சல்லடை மூலம் பிரிக்கப்பட்டது.
3. செப்பு முலாம். சிமெண்டேஷனுக்கு உட்பட்ட பகுதிகள் 0.03-0.04 மிமீ தடிமன் கொண்ட செப்பு அடுக்குடன் மூடப்பட்டிருக்கும். இந்த முறைக்கு சிறப்பு கால்வனிக் உபகரணங்கள் தேவை.
4. பாஸ்பேட்டிங். சிமென்ட் செய்யப்பட வேண்டிய பகுதிகள் முதலில் ட்சாபோன் வார்னிஷ் பூசப்படுகின்றன, அதன் பிறகு தயாரிப்பு ஆர்த்தோபாஸ்போரிக் அமிலம் பாஸ்பேட்களின் சூடான அக்வஸ் கரைசலுடன் குளியலறையில் முழுவதுமாக மூழ்கிவிடும், அதே நேரத்தில் தயாரிப்புகளின் வெளிப்படுத்தப்படாத பகுதிகள் பாஸ்பேட் செய்யப்படுகின்றன, இது வெளியீட்டின் மூலம் கவனிக்கப்படுகிறது. தீர்வு மேற்பரப்பில் குமிழ்கள். குமிழி உமிழ்வை நிறுத்துவது பாஸ்பேட்டின் முடிவைக் குறிக்கிறது. செயல்முறை எளிமையானது மற்றும் நம்பகமானது.
சிமென்ட் செய்யப்பட வேண்டிய பாகங்கள் கார்பரைசருடன் பெட்டிகளில் நிரம்பியுள்ளன. பகுதிகளின் வடிவத்திற்கு ஏற்ப பெட்டிகள் சிறப்பாக செய்யப்படுகின்றன. இது பெட்டிகளை சூடேற்றுவதற்கான நேரத்தை குறைக்கிறது மற்றும் சிமென்ட் அடுக்கின் தரத்தை மேம்படுத்துகிறது. இருப்பினும், பெரிய அளவிலான பகுதிகளை சிமென்ட் செய்யும் போது மட்டுமே அத்தகைய பெட்டிகளை உற்பத்தி செய்வது பகுத்தறிவு. மற்ற எல்லா நிகழ்வுகளிலும், பெட்டிகள் சுற்று, சதுரம் அல்லது செவ்வகமாக செய்யப்படுகின்றன; அடுப்பின் அளவு மற்றும் அவற்றில் ஏற்றப்பட்ட பொருட்களின் எண்ணிக்கையைப் பொறுத்து அவற்றின் அளவுகள் தேர்ந்தெடுக்கப்படுகின்றன.
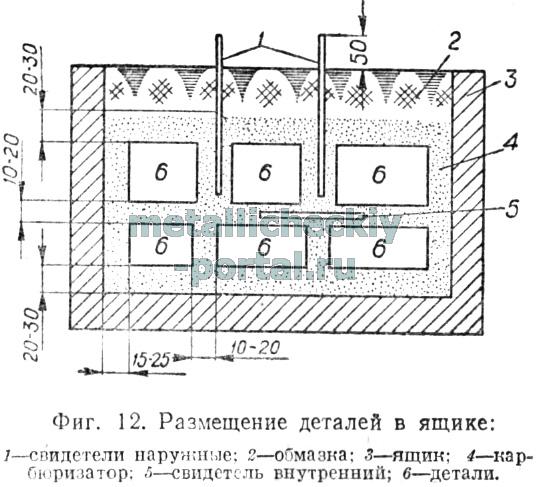
உலைகளில் கார்பரைசேஷனுக்கான பெட்டிகளின் மிகப்பெரிய அளவு சராசரி அளவு 4 முதல் 8 மிமீ வரை பொருள் தடிமன் கொண்ட 250 x 500 x X 300 மிமீ. பெட்டிகளுக்கான பொருள் வெப்ப-எதிர்ப்பு எஃகு, மற்றும் அதன் இல்லாத நிலையில் - சாதாரண குறைந்த கார்பன் எஃகு. பெட்டிகளில் பாகங்களை பேக்கிங் செய்யும் போது, பகுதிகளுக்கு இடையே 10-20 மிமீ தூரத்தையும், பாகங்கள் மற்றும் கீழே (படம் 12) இடையே 20-30 மிமீ தூரத்தையும் பராமரிக்கவும்.
பாகங்களை பேக்கிங் செய்யும் போது, கார்பரைசர் இறுக்கமாக சுருக்கப்பட்டு, பெட்டியின் மேல் இரண்டு பாகங்கள் களிமண் மற்றும் ஒரு பகுதி கலவையுடன் பூசப்படுகிறது. ஆற்று மணல், ஒரு மாவை போன்ற மாநில தண்ணீர் நீர்த்த. சிமெண்டேஷனின் ஆழத்தை தீர்மானிக்க சாட்சிகள் ஒரு பெட்டியில் வைக்கப்படுகிறார்கள்: ஒருவர் கட்டுப்பாட்டுப் பொறுப்பாளரிடம் வழங்குவதற்காக பையின் உள்ளேயும், தொழிலாளியால் மேற்கொள்ளப்படும் செயல்முறையைக் கட்டுப்படுத்த வெளியே இருவர். சாட்சிகள் 8-12 மிமீ விட்டம் கொண்ட எஃகு தரம் 15 அல்லது 20 செய்யப்பட்டுள்ளனர்.
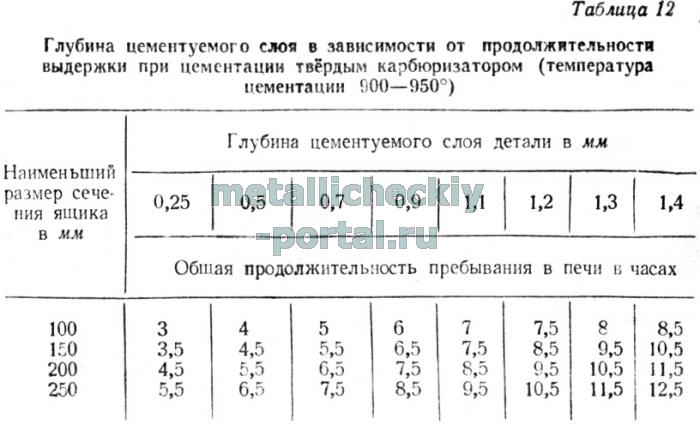
சிமெண்டேஷன் தொழில்நுட்ப செயல்முறை. பெட்டிகளை அடுப்பில் ஏற்றுவதற்கு முன், பூச்சு வெடிக்காதபடி உலர வேண்டும். 900 - 950 டிகிரிக்கு சூடேற்றப்பட்ட அடுப்பில் ஏற்றவும். குளிர் பெட்டிகளை அடுப்பில் ஏற்றுவதன் விளைவாக, அடுப்பின் வெப்பநிலை சிறிது குறையும். பெட்டிகளை சூடாக்குவதன் மூலம் 780-800 டிகிரி வெப்பநிலையில் மேற்கொள்ளப்பட வேண்டும். வெப்பத்தின் கிட்டத்தட்ட முடிவு அடுப்பு அடுக்கின் நிறத்தால் தீர்மானிக்கப்படுகிறது; வெப்பமாக்கல் போதுமானதாக இல்லாவிட்டால், பெட்டியின் கீழ் உள்ள அடுப்பு இருட்டாக இருக்கும், அது முழுமையாக சூடேற்றப்பட்டால், அடுப்பு அடுப்பின் நிறம் எல்லா இடங்களிலும் ஒரே மாதிரியாக இருக்கும். 780-800 ° வெப்பநிலையில் பெட்டிகளை சூடாக்கிய பிறகு, வெப்பநிலை விரைவாக 900-950 ° வரை உயர்த்தப்பட்டு, சிமெண்ட் செயல்முறை மேற்கொள்ளப்படுகிறது. பெட்டிகளை அடுப்பில் வைத்த உடனேயே கார்பரைசேஷன் வெப்பநிலைக்கு விரைவாக சூடாக்குவது பரிந்துரைக்கப்படவில்லை, ஏனெனில் பெட்டியின் மையத்திற்கும் விளிம்புகளுக்கும் இடையிலான பெரிய வெப்பநிலை வேறுபாடு காரணமாக, கார்பரைசேஷனின் ஆழம் வேறுபட்டதாக இருக்கும். சிமென்ட் செய்யப்பட்ட அடுக்கின் ஆழத்தைப் பொறுத்து வெளிப்பாட்டின் காலம் அட்டவணையில் கொடுக்கப்பட்டுள்ளது. 12.
சிமென்டேஷன் செயல்முறையின் முடிவு கடினமான சாட்சியின் முறிவு மூலம் தீர்மானிக்கப்படுகிறது. சாட்சிகளில் ஒருவர் பெட்டியிலிருந்து அகற்றப்பட்டு, சிமெண்டேஷனின் எதிர்பார்க்கப்படும் முடிவுக்கு சுமார் ஒரு மணி நேரத்திற்கு முன்பு கடினப்படுத்தப்படுகிறார், மற்றும் இரண்டாவது - இறக்கும் நேரத்தில்.
சிமென்ட் செய்யப்பட்ட அடுக்கின் ஆழம், கடினப்படுத்தப்பட்ட சாட்சியின் எலும்பு முறிவை 100 செ.மீ 3 டீனேச்சர் செய்யப்பட்ட ஆல்கஹால், 1 செ.மீ 3 ஹைட்ரோகுளோரிக் அமிலம் மற்றும் 2 கிராம் காப்பர் குளோரைடு ஆகியவற்றைக் கொண்ட ஒரு மறுஉருவாக்கம் மூலம் பொறிப்பதன் மூலம் சிறப்பாக தீர்மானிக்கப்படுகிறது.
பொறிக்கும் காலம் ஒரு நிமிடம். சிமென்ட் இல்லாத இடங்கள் தாமிரத்தால் மூடப்பட்டிருக்கும்.
சிமெண்டேஷனுக்குப் பிறகு பெட்டிகளின் குளிர்ச்சி காற்றில் மேற்கொள்ளப்படுகிறது. ஹாட் பாக்ஸ்களை அவிழ்ப்பது பரிந்துரைக்கப்படவில்லை, ஏனெனில் இது தீ பாதுகாப்பானது அல்ல மற்றும் கார்பரைசரை வீணாக்காது.
எரிவாயு சிமெண்டேஷன்
சோவியத் விஞ்ஞானிகளான என்.ஏ.மின்கேவிச், எஸ்.கே. இலின்ஸ்கி மற்றும் வி.ஐ. ப்ரோஸ்விரின் ஆகியோரால் உருவாக்கப்பட்ட எரிவாயு சிமென்டேஷன் செயல்முறை, கார்பன் கொண்ட வாயுக்களின் வளிமண்டலத்தில் பாகங்களை வெப்பப்படுத்துவதன் மூலம் மேற்கொள்ளப்படுகிறது. திடமான கார்பரைசரில் உள்ள கார்பரைசஸுடன் ஒப்பிடுகையில், கேஸ் கார்பரைசரில் கார்பரைசேஷன் பின்வரும் நன்மைகளைக் கொண்டுள்ளது: கார்பரைசரைத் தயாரிக்க வேண்டிய அவசியமில்லை; பாகங்கள் கொண்ட பெட்டி அடுப்பில் இருக்கும் நேரம் குறைக்கப்படுகிறது; தேவையான உழைப்பு மற்றும் பட்டறை இடத்தின் அளவு குறைக்கப்படுகிறது மற்றும் வேலை நிலைமைகள் கணிசமாக மேம்படுத்தப்படுகின்றன. கார்பரைஸ் செய்யப்பட வேண்டிய பாகங்கள் 900-950° வரை சூடேற்றப்பட்ட உலை மஃபிளில் வைக்கப்பட்டு, ஹெர்மெட்டியாக சீல் வைக்கப்பட்டு எரிவாயு வழங்கப்படுகிறது.
எரிவாயு சிமெண்டேஷனுக்கு பின்வருபவை பயன்படுத்தப்படுகின்றன: 1) இயற்கை எரிவாயு (தாஷவ்ஸ்கி, சரடோவ்ஸ்கி, அசோவ்ஸ்கி); 2) செயற்கை வாயு; 3) ஜெனரேட்டர் எரிவாயு, முதலியன
செயற்கை வாயுக்களில், பெட்ரோலியப் பொருட்களின் சிதைவின் மூலம் உற்பத்தி செய்யப்படும் வாயுதான் அதிகம் பயன்படுத்தப்படுகிறது. வாயுவைத் தயாரிக்கும் செயல்முறை பின்வருமாறு: மண்ணெண்ணெய் ஒரு சூடான எஃகு பாத்திரத்தில் துளியாகச் செலுத்தப்படுகிறது, அங்கு அது வாயுக்களின் கலவையாக சிதைகிறது (சிதைவு செயல்முறை பைரோலிசிஸ் என்று அழைக்கப்படுகிறது). பைரோலிசிஸ் வாயுவின் ஒரு பகுதி கூடுதல் செயலாக்கத்திற்கு உட்படுத்தப்படுகிறது - ஒரு விரிசல் செயல்முறை, இதில் வாயுவின் கலவை மாறுகிறது, ஏனெனில் ஒரு பைரோலிசிஸ் வாயுவுடன் கார்பரைசிங் செய்யும் போது, அடர்த்தியான சூட் படிவுகள் பாகங்களில் பெறப்படுகின்றன, கார்பரைசேஷன் சிறிய ஆழம் போன்றவை. , 40% பைரோலிசிஸ் வாயு மற்றும் 60 % விரிசல் வாயு ஆகியவற்றின் கலவை.
சிமென்ட் செய்யப்பட்ட பொருட்களின் வெப்ப சிகிச்சை
சிமென்ட் செய்யப்பட்ட பாகங்கள் கடினப்படுத்தப்பட்டு மென்மையாக்கப்படுகின்றன. கடினப்படுத்துதல் இரட்டை அல்லது ஒற்றை மேற்கொள்ளப்படுகிறது. இரட்டை கடினப்படுத்துதலுடன், முதலில் 860 -900 டிகிரி வெப்பநிலையில் மையத்தின் கட்டமைப்பை மேம்படுத்தவும், இரண்டாவது 760 -800 டிகிரி வெப்பநிலையில் வெளிப்புற அடுக்குக்கு கடினத்தன்மையை வழங்கவும் மேற்கொள்ளப்படுகிறது.
சில தொழிற்சாலைகள் 760-800 டிகிரி வெப்பநிலையில் ஒற்றை கடினப்படுத்துதலை மேற்கொள்ள பகுத்தறிவு கருதுகின்றன. கார்பரைசேஷனுக்கு உட்பட்ட கருவிகள் அதிக கடினத்தன்மையைக் கொண்டிருக்க வேண்டும், எனவே அவை தொழில்நுட்பத்தில் குறிப்பிடப்பட்ட நிகழ்வுகளைத் தவிர, ஒற்றை கடினப்படுத்துதலுக்கு மட்டுப்படுத்தப்படலாம். கடினப்படுத்திய பிறகு, தயாரிப்புகள் உள் அழுத்தங்களைப் போக்க குறைந்த வெப்பநிலை வெப்பநிலைக்கு உட்படுத்தப்படுகின்றன. வாயு கார்பரைசிங் செய்யும் ஒரு கருவியை காற்றில் சிறிது குளிர்வித்த பிறகு, கார்பரைசிங் உலையின் மஃபிளில் இருந்து நேரடியாக சூடாக்கலாம்.
நைட்ரைடிங் மற்றும் சயனைடேஷன்
நைட்ரைடிங். நைட்ரைடிங் செயல்முறையானது எஃகு மேற்பரப்பு அடுக்கை நைட்ரஜனுடன் நிறைவு செய்வதை உள்ளடக்கியது. நைட்ரைடிங்கின் விளைவாக, இந்த அடுக்கு மிக உயர்ந்த கடினத்தன்மையைப் பெறுகிறது மற்றும் 530-550 ° வரை சூடாகும்போது அதைத் தக்க வைத்துக் கொள்கிறது. நைட்ரைடிங்கிற்கு, அலுமினியம், குரோமியம் மற்றும் மாலிப்டினம் கொண்ட எஃகு முக்கியமாகப் பயன்படுத்தப்படுகிறது.
நைட்ரைடிங் செயல்முறையானது அம்மோனியாவை ஒரு ஹெர்மெட்டிகல் சீல் செய்யப்பட்ட மஃபிள் வழியாக அனுப்புவதை உள்ளடக்குகிறது. நைட்ரைடிங் வெப்பநிலை 500-600°. நைட்ரஜன் மற்றும் ஹைட்ரஜனைக் கொண்ட வாயு, இந்த வெப்பநிலையில் அதன் உறுப்பு பகுதிகளாக சிதைகிறது, அதில் இருந்து நைட்ரஜன் எஃகுக்குள் ஊடுருவி ஹைட்ரஜன் உலையிலிருந்து அகற்றப்படுகிறது. எஃகுக்குள் நைட்ரஜன் பரவல் மிக மெதுவாக நிகழ்கிறது - 40 -90 மணி நேரத்திற்குள். செயல்முறையின் நீண்ட காலம் மற்றும் நைட்ரைட் லேயரின் பலவீனம் ஆகியவை இந்த வகை செயலாக்கத்தின் குறைபாடுகளாகும்.
சயனைடேஷன். எஃகு மேற்பரப்பு அடுக்கை நைட்ரஜன் மற்றும் கார்பனுடன் நிறைவு செய்யும் செயல்முறை சயனைடேஷன் என்று அழைக்கப்படுகிறது. சயனைடேஷன் இரண்டு வகைகள் உள்ளன: உயர் வெப்பநிலை - 750-850 ° மற்றும் குறைந்த வெப்பநிலை - 530-560 °. கருவித் தொழிலில், அதிவேக எஃகிலிருந்து தயாரிக்கப்பட்ட கருவிகளின் குறைந்த வெப்பநிலை சயனைடேஷன் முக்கியமாக அவற்றின் ஆயுள் அதிகரிக்கப் பயன்படுகிறது. சயனைடேஷன் திரவ, வாயு மற்றும் திட ஊடகங்களில் மேற்கொள்ளப்படுகிறது.
திரவ சயனைடேஷன் உருகிய சயனைடு உப்புகளில் மேற்கொள்ளப்படுகிறது. சயனைடேஷனின் ஆழம் குளியல் கலவை மற்றும் வெளிப்பாட்டின் கால அளவைப் பொறுத்தது.
இறுதி செயலாக்கப்பட்ட மற்றும் கூர்மைப்படுத்தப்பட்ட கருவி சயனைடேஷனுக்கு உட்படுகிறது, எனவே வெப்பநிலையை பராமரிப்பது மற்றும் கருவியை கவனமாக கையாளுதல் ஆகிய இரண்டிலும் செயல்முறை கவனமாக மேற்கொள்ளப்பட வேண்டும்.
 கார்பன் கொண்ட அம்மோனியா மற்றும் வாயு கலவையில் வாயு சயனைடேஷன் மேற்கொள்ளப்படுகிறது. பாகங்கள் உலை மஃபிளில் ஏற்றப்பட்டு, 530-560 ° வரை சூடேற்றப்படுகின்றன, பின்னர் அம்மோனியா மற்றும் கார்பன் கொண்ட வாயு ஆகியவை அதற்கு வழங்கப்படுகின்றன, அதன் பிறகு உலை ஹெர்மெட்டிக் சீல் செய்யப்படுகிறது. 530-560° வெப்பநிலையில், நைட்ரஜன் மற்றும் கார்பனின் வெளியீட்டில் வாயுக்கள் சிதைவடைகின்றன, இது எஃகு மேற்பரப்பை நிறைவு செய்கிறது. இயற்கை, ஜெனரேட்டர், பைரோலிசிஸ் வாயுக்கள் போன்றவை கார்பன் கொண்ட வாயுவாகப் பயன்படுத்தப்படுகின்றன.வாயு சயனைடேஷனுக்கான கலவை பொதுவாக 15-40% அம்மோனியா மற்றும் 60-85% கார்பன் கொண்ட வாயுவைக் கொண்டுள்ளது. அடுப்பில் வெளிப்படும் காலம் 45 நிமிடங்கள் வரை இருக்கும். 2.5 மணிநேரம் வரை மற்றும் கருவியின் அளவைப் பொறுத்தது.
கார்பன் கொண்ட அம்மோனியா மற்றும் வாயு கலவையில் வாயு சயனைடேஷன் மேற்கொள்ளப்படுகிறது. பாகங்கள் உலை மஃபிளில் ஏற்றப்பட்டு, 530-560 ° வரை சூடேற்றப்படுகின்றன, பின்னர் அம்மோனியா மற்றும் கார்பன் கொண்ட வாயு ஆகியவை அதற்கு வழங்கப்படுகின்றன, அதன் பிறகு உலை ஹெர்மெட்டிக் சீல் செய்யப்படுகிறது. 530-560° வெப்பநிலையில், நைட்ரஜன் மற்றும் கார்பனின் வெளியீட்டில் வாயுக்கள் சிதைவடைகின்றன, இது எஃகு மேற்பரப்பை நிறைவு செய்கிறது. இயற்கை, ஜெனரேட்டர், பைரோலிசிஸ் வாயுக்கள் போன்றவை கார்பன் கொண்ட வாயுவாகப் பயன்படுத்தப்படுகின்றன.வாயு சயனைடேஷனுக்கான கலவை பொதுவாக 15-40% அம்மோனியா மற்றும் 60-85% கார்பன் கொண்ட வாயுவைக் கொண்டுள்ளது. அடுப்பில் வெளிப்படும் காலம் 45 நிமிடங்கள் வரை இருக்கும். 2.5 மணிநேரம் வரை மற்றும் கருவியின் அளவைப் பொறுத்தது.
உலர்ந்த கரி (60-70%) மற்றும் மஞ்சள் இரத்த உப்பு (30-40%) ஆகியவற்றின் கலவையில் திட சயனைடேஷன் மேற்கொள்ளப்படுகிறது. கலவை தயாரித்தல், பெட்டிகளில் பேக்கேஜிங் மற்றும் பூச்சு சிமெண்ட் போன்ற அதே வழியில் மேற்கொள்ளப்படுகிறது. வெளிப்பாடு காலம் 1 முதல் 3 மணி நேரம் வரை. கருவியின் அளவைப் பொறுத்து. வெளிப்பாட்டின் முடிவில், பெட்டியானது 100-200 ° வெப்பநிலையில் காற்றில் குளிர்ச்சியடைகிறது, அதன் பிறகு அது திறக்கப்பட்டது.
நிர்வாகம் கட்டுரையின் ஒட்டுமொத்த மதிப்பீடு: வெளியிடப்பட்டது: 2012.05.13